

In Memoriam:
Franz Clouth (1838 - 1910)
und Nachfolger Max Clouth
Wagnis Arbeit
Freiheit im Denken und Handeln Erfolg
______________________________________________________________________________________________________
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
In Memoriam:
Franz Clouth (1838 - 1910)
und Nachfolger Max Clouth ______________________________________________________________________________________________________
|
|
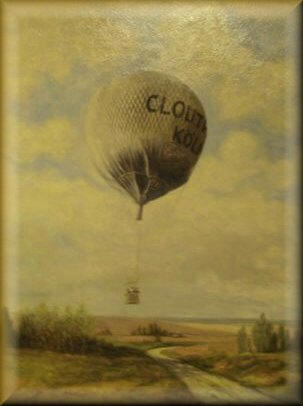
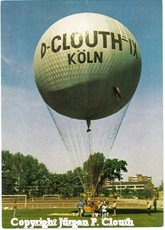
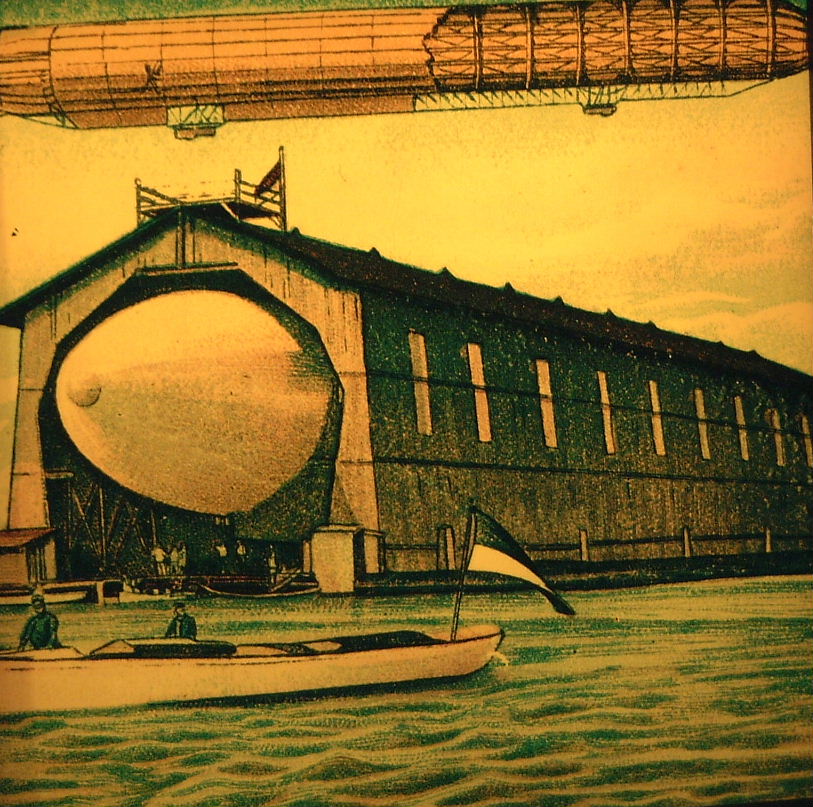
Lenkbares Luftschiff Clouth
Clouth Firmen Logo
Tiefsee-Kabel
Altreifen Erste Militärballons
Bakelite Radio
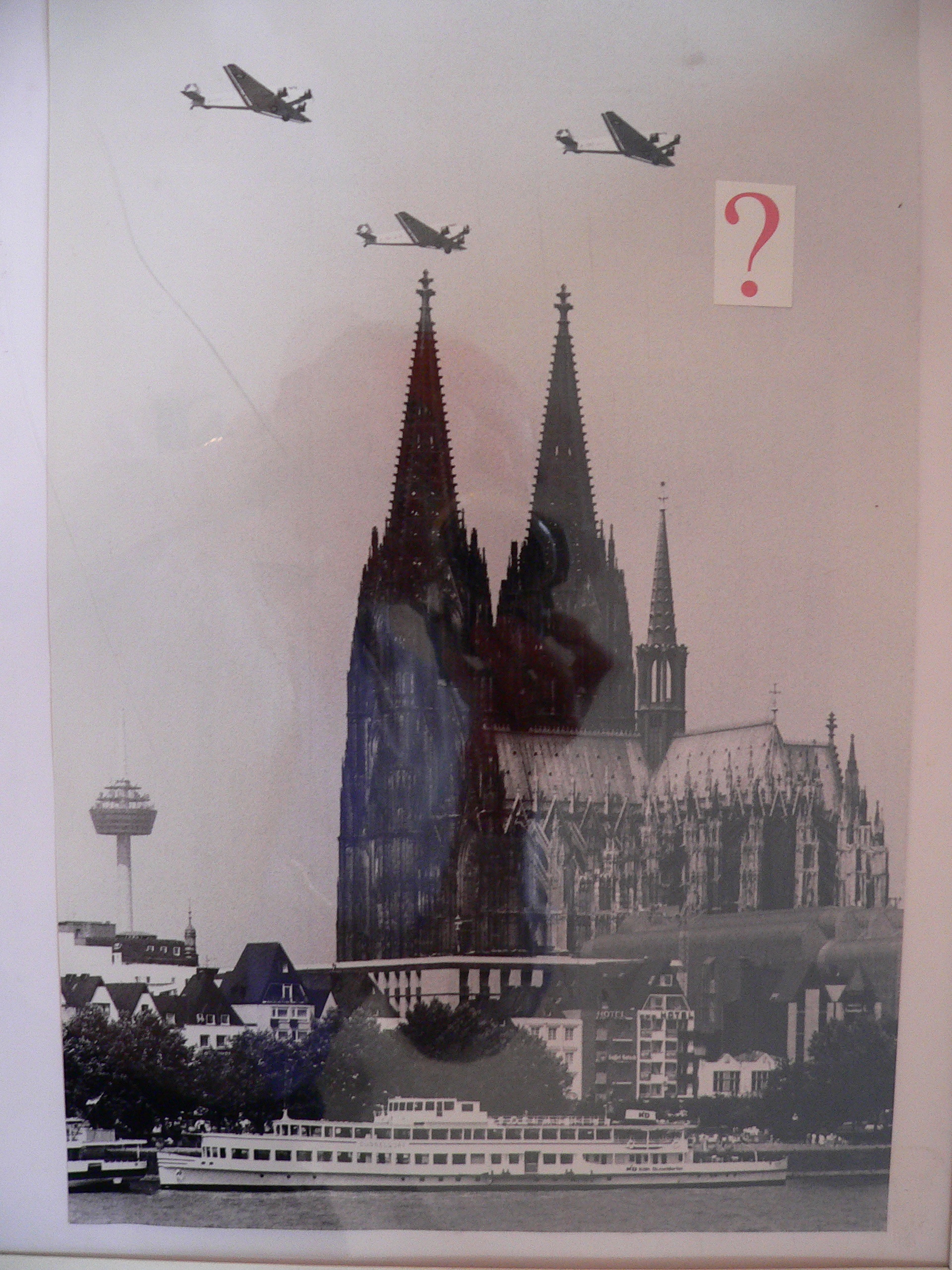
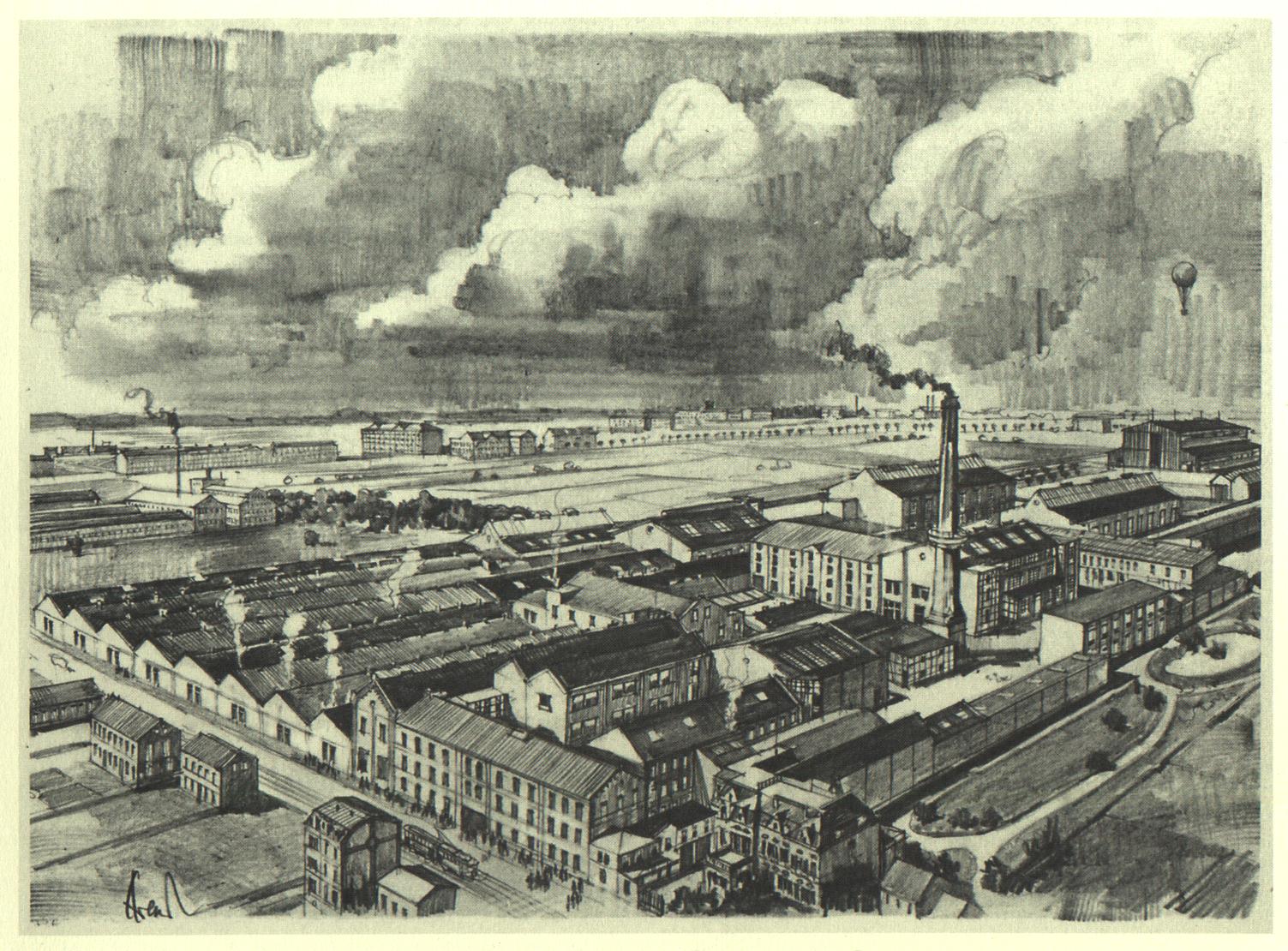
Cöln Anfang 20 Jhdt.
Franz Julius Hubert Clouth 1862
Bronze Büste Franz Clouth
Franz Clouth 1905
Clouth Book 1st Edition
Tauchhelm Clouth
Altwappen Clouth
Clouth-Wappen 1923
Max Josef Wilhelm Clouth
Preisbild Ballonwettbewerb
Eugen Clouth
"Anni" Heine Clouth
Anni & Peter
Peter Rochus Clouth
Margot Clouth, geb. Krämer
Jürgen Clouth 12
Vettern Peter (l) & John (r)
Rechtsanwalt J.P. Clouth
Ehefrau Audrey Clouth 15.1.1950-22.11.2017
Bryan, Oliver, Phillip
Jürgen Peter Clouth
Max Clouth
Ballon Sirius Alpenquerung
Bakelite Verteilerfinger
Franz Clouth
Eugen Clouth
Clouth Werk
Clouth Werbung
Clouth Notgeld
Clouth Werk
Alt-Autoreifen
Altfahrzeug
Daimler
Förderbandkran
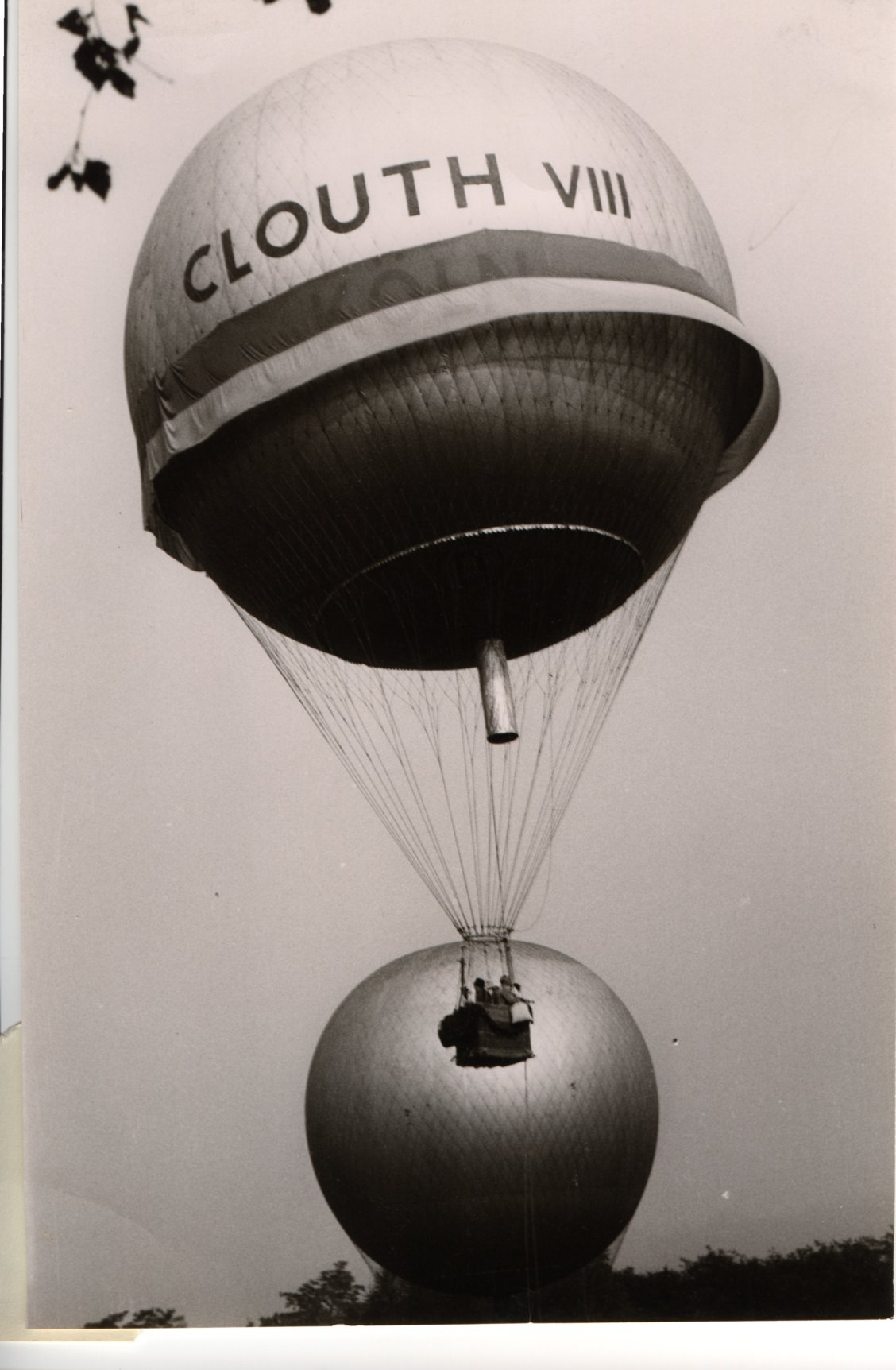
Clouth VIII Ballon
Wilhelm Clouth
Katharina Clouth
Caouchoc Golf Ball
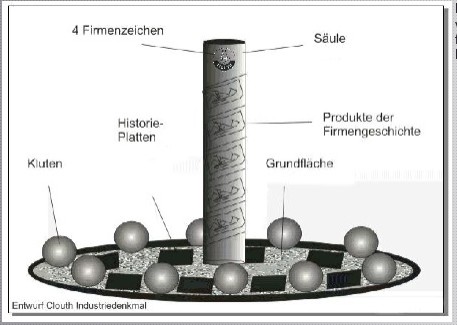
Skizze Clouth Denkmal
Altkatholische Kirche Köln
Kabelaufroller
Clouth IX
Flugticket Clouth IX
Ballon Clouth IX über Alpen
Post-Karte Franz Clouth
Clouth Buch 2.Ausgabe
Franz Clouth
Ballonkorb
Butzweilerhof Köln
Caouchoc Baum
Caouchoc Trocknung
Kautschuk-Kopier System
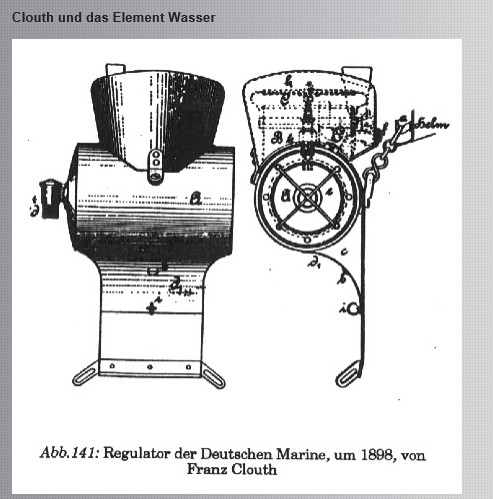
Wasser-Regulator Clouth
Land & See Altes Logo
Land & See NEULogo
Franz Clouth
Richard Clouth
Industrieverein Altlogo
Tauchergesellschaft LOGO
Halle Förderband Produktion
Firmentor 2
Bakelite Telefon
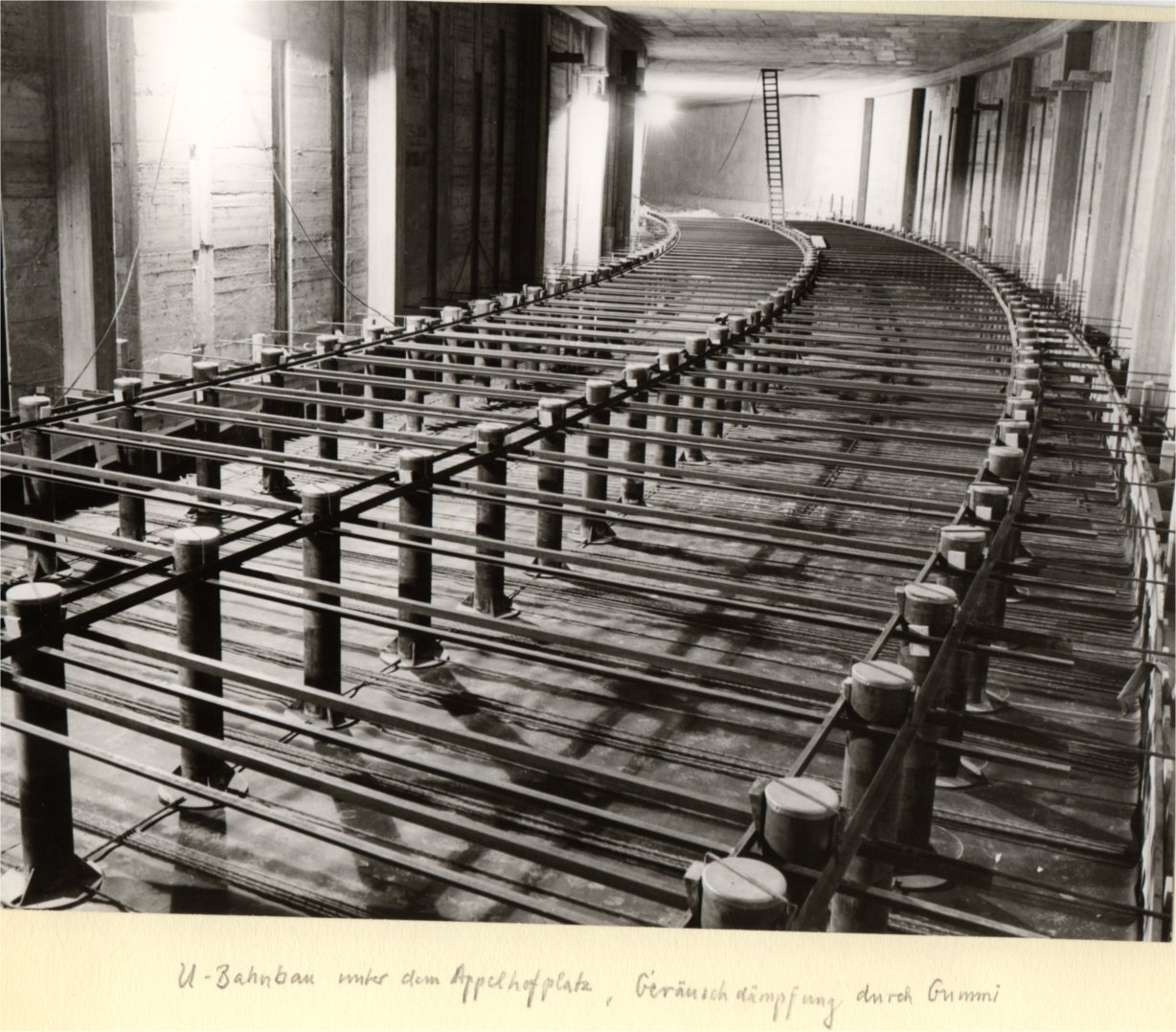
Podbielski Kabellegeschiff Kölner Ei Geräuschdämmung
Druckerei Wilhelm Clouth
Max Clouth ca.1950
engl. Laster Daimler
Daimler Bus
Ebonit-Telefon
Dampfmaschinen
Lampenfortschritt
Bekelit-Radio
KNG Senatspräsident J.Clouth
Juliane Heine/Hardware
Pfarrer W. Kestermann
Alt-Katholische Kirche Köln
Alte Alt-Kath. Kirche
Walzwerk für Gummi
Walzwerk 2
Guttapercha Pflanze
Tauffahrt Clouth VIII
Katharina Clouth
Alt-Katholische Kirche Köln
Ballonhalle
Flugobjekt-Wandel ab 1910
Charles Goodyear
Rubber Sheets
Clouth Förderband
Clouth Pentagon 1899
Audrey Clouth 2017
Rohkautschuk
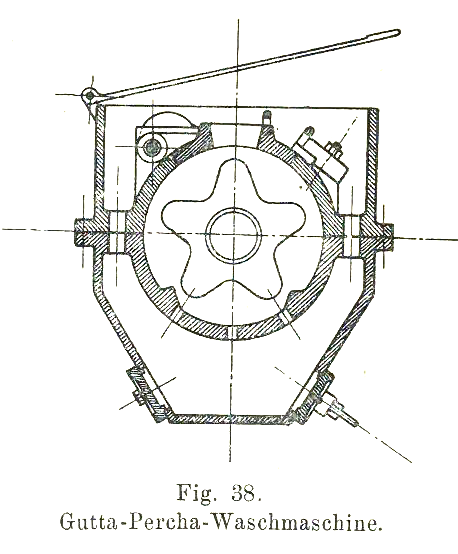
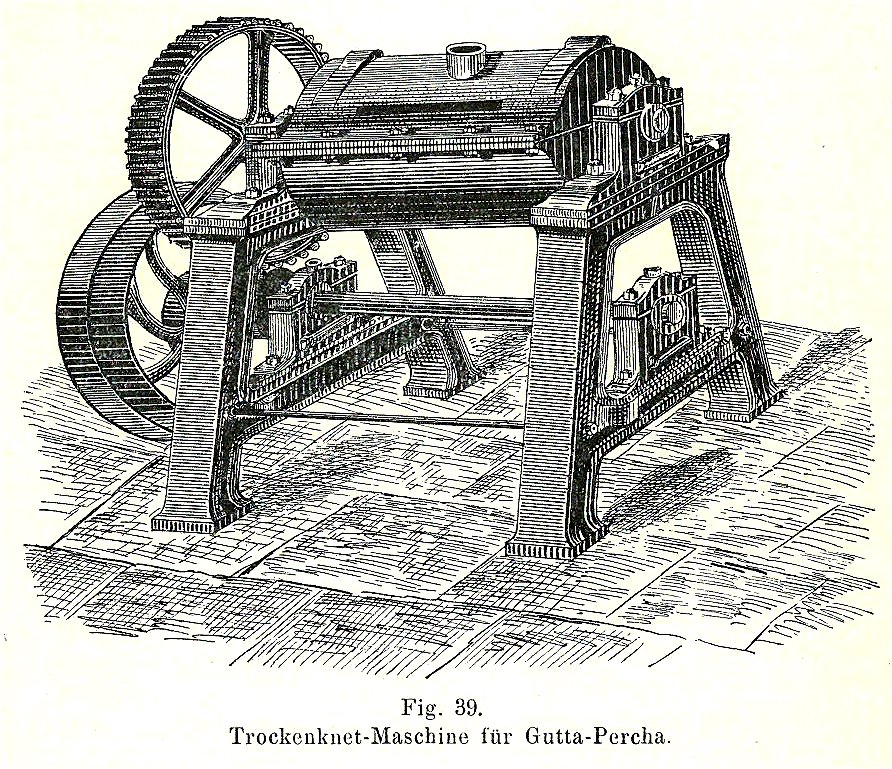
Guttapercha Wäscher
Ballon Clouth VIII
Anni Heine-Clouth
LOGO Sternengasse
J.P. Clouth
Josefine Clouth
Ella Clouth
Altkatholische Kirche Köln
Köln
Cölner Dom
Golfballwerbung
Clouth Tauchhelm
Clouth Taucheranzug
|
Franz Clouth Rheinische Gummiwarenfabrik A.G; Land- und Seekabelwerke A.G. und Folgegeschichte
Kautschuk und Gummi, ein und dasselbe?
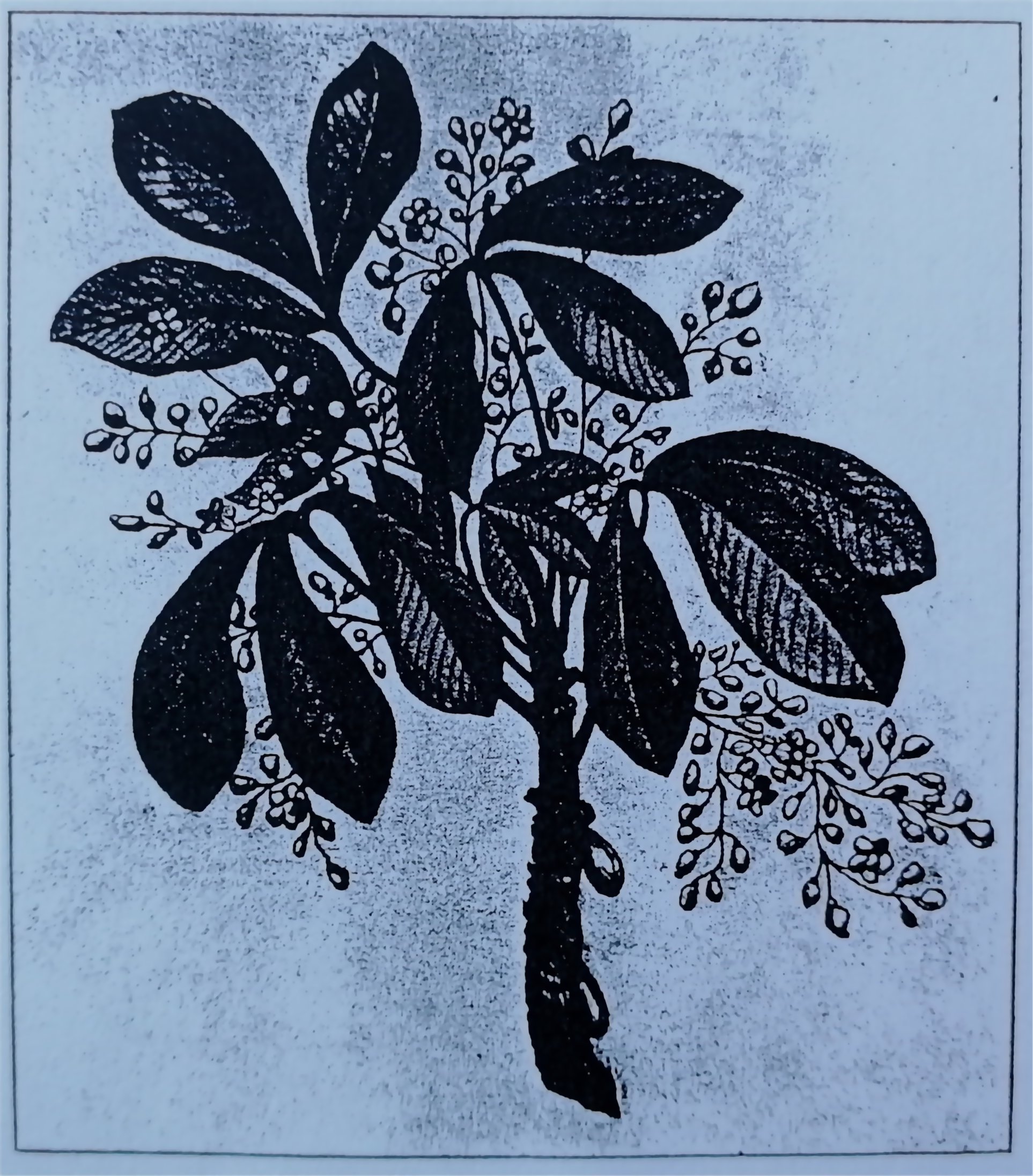
Havea Brasiliensis (brasilianischer Para-Kautschuk) Der Kautschukbaum oder Parakautschukbaum (Hevea brasiliensis, Syn.: Siphonia brasiliensis A.Juss.) ist eine aus Südamerika stammende Pflanzenart aus der Familie der Wolfsmilchgewächse (Euphorbiaceae). Die Bezeichnung Gummibaum, die ebenfalls für die nicht verwandte Art Ficus elastica verwendet wird, ist gängig. Naturkautschuk oder generell "das" Kautschuk (indian. "cao" ‚Baum‘ und "ochu" ‚Träne‘; zusammen ‚ "Träne des Baumes") besteht hauptsächlich aus dem Polymer cis-1,4-Polyisopren (Ein Polymer [polyˈmeːr] (von griechisch πολύ, polý ‚viel‘ und μέρος, méros ‚Teil‘) ist ein chemischer Stoff, der aus Makromolekülen besteht Naturkautschuk wird heutzutage meist in Südostasien aus Latex gewonnen, dem Milchsaft des ursprünglich aus Brasilien stammenden Kautschukbaums (Hevea brasiliensis). 60 % des weltweiten Kautschuk-Bedarfs werden heute jedoch durch petrochemisch hergestellten Synthesekautschuk gedeckt. In der Botanik werden als Gummi (das, Mehrzahl: Gummen, lateinisch cummi und griechisch kómmi „aus dem Ägyptischen“) bestimmte Pflanzensäfte (Exsudate) bezeichnet, die aus verletzten Stellen austreten. In der Technik werden als Gummi (der, Mehrzahl: Gummis) die Vulkanisate von Natur- und Synthesekautschuken bezeichnet. Durch Vulkanisation entstehen elastische und relativ strapazierfähige (Weich-)Gummis, die Elastomere. Ein sehr hoher Vulkanisationsgrad von Kautschucken führt jedoch zu Duroplasten. Diese nichtelastischen, starren Stoffe werden gelegentlich als Hartgummis oder als Ebonite bezeichnet. Der erste wirtschaftlich nutzbare Synthesekautschuk war der Styrol-Butadien-Kautschuk. Gummis als industriell gefertigte Elastomere sind grundsätzlich vulkanisiert. Unvulkanisierte Kautschuke sind in der Regel Thermoplaste. Einige Synthesekautschuke werden auch für die Herstellung von thermoelastischen Kunststoffen verwendet. Naturkautschuke sind zähelastische, amorphe, sich selbst verklebende Materialien und sind als Werkstoff praktisch unbrauchbar. Auf dem klassischen Weg werden die Makromoleküle der Kautschuke durch Zusatz von Schwefel unter Druck und Hitze untereinander kovalent vernetzt. Die Besonderheit eines Gummis besteht darin, dass es unter Zuglast dehnbar ist und ohne Last in seine ursprüngliche Form zurückkehrt. Unterhalb der thermischen Zersetzung lassen sich Gummis nicht durch schmelzen verformen. Die Formgebung geschieht daher vor oder im Verlauf der Vulkanisation. Gefriert Gummi, ist es glashart und bricht bei Belastung spröde. Zur Verbesserung der Eigenschaften und der Verarbeitbarkeit werden Kautschuke oft als Mischungen eingesetzt und mit Zusatzstoffen versetzt. Beispielsweise werden Vulkanisationsbeschleuniger und -verzögerer, Farbstoffe, Füllstoffe, Antioxidantien oder Ozonschutzmittel hinzugefügt. Autoreifen werden mit künstlich hergestelltem Ruß (zur Verbesserung von Abriebverhalten, Reißfestigkeit und Lichtbeständigkeit) gemischt. Daraus resultiert die schwarze Färbung. Im Verlauf der Vulkanisation lassen sich Kautschuke durch Treibmittel auch aufschäumen.
Kautschuk Plantage Abschöpfung Hevea brasiliensis ist ein Baum, der Wuchshöhen von etwa 20 bis 40 m und in Plantagen Stammdurchmesser von ungefähr 35 cm erreicht. Das Kern- und das Splintholz ist gelblich und riecht in frischem Zustand unangenehm. Die Borke ist hellgrau. Im weichen Bast des Stammes verlaufen Milchröhren (Milchsaftgefäße), durch die der Milchsaft fließt. Dieser besteht zu 55–70 % aus Wasser und 30–40 % aus Kautschuk. Die restlichen Stoffe sind Zucker, Eiweiße, Harze und Wachse, die jeweils nur 0,5–2 % ausmachen. Die Verzweigung ist gleichmäßig und die Äste stehen mehr oder weniger aufrecht. Die Rinde der Zweige ist glatt. Die gestielten Laubblätter sind dreiteilig. Die Blättchen sind dunkel bis hellgrün, mit einer markanten Nervatur, meist 7–20 cm (bis zu 25 cm) lang und meist 3–8 cm (bis zu 10 cm) breit. Die Blattstiele sind meist 6–20 cm (selten bis zu 30 cm) lang. Das mittlere Blättchen ist länger als die seitlichen. Jedes Jahr bildet der Kautschukbaum seine Blätter neu. Die Nebenblätter sind lanzettlich und etwa 1 mm lang.
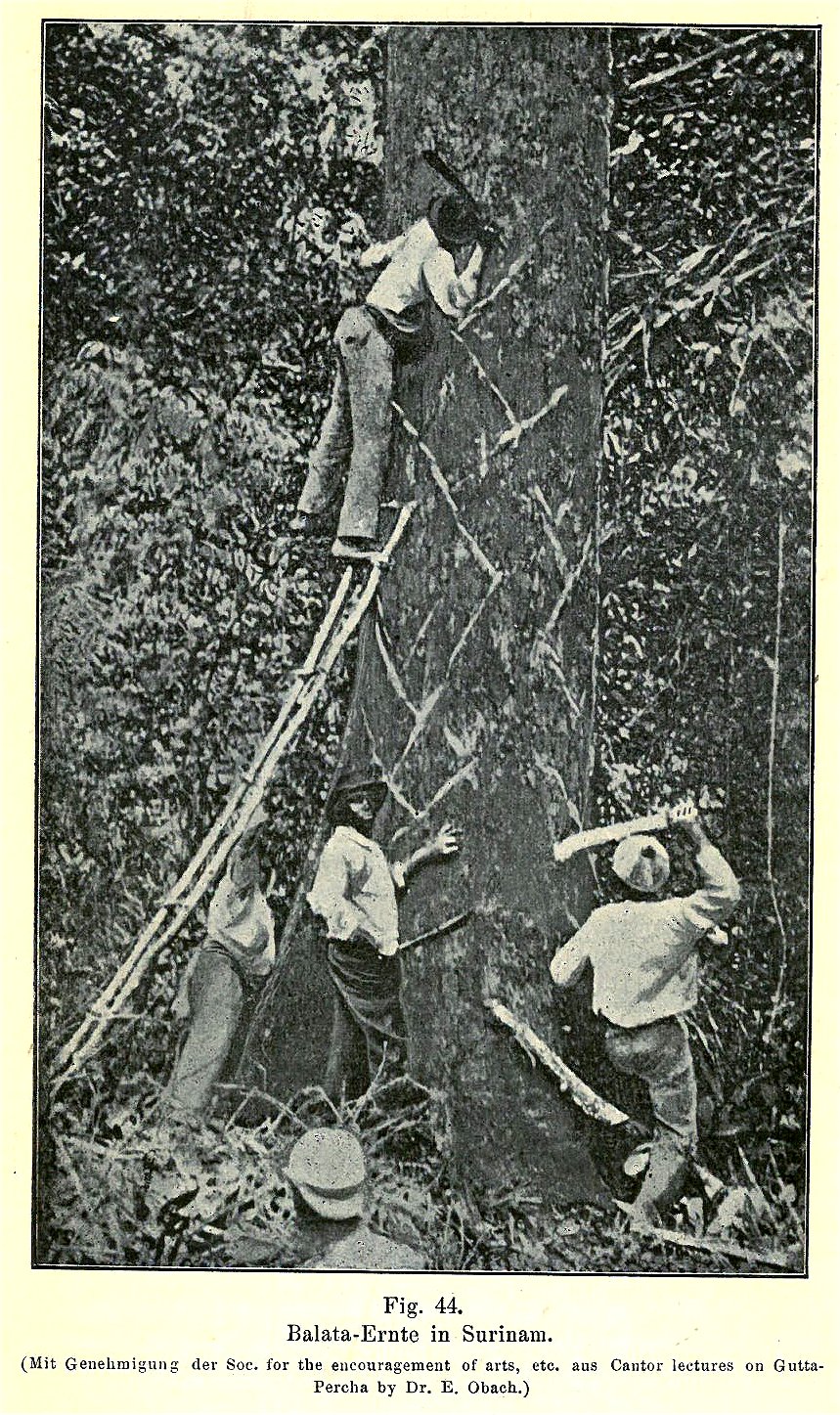
Nach etwa fünf bis sechs Jahren ist die Nutzpflanze alt genug für die Gewinnung des Milchsafts, beim Kautschukbaum auch als Naturkautschuk oder Latex bezeichnet. Die Milchröhren laufen entgegen dem Uhrzeigersinn in einem Winkel von 3,5° zur vertikalen Richtung. Daher erfolgt der Zapfschnitt spiralig mit einem speziellen Messer von links oben nach rechts unten in einem Winkel von 30° zur horizontalen Richtung. Beim Schnitt darf das unter den Milchröhren gelegene Kambium auf keinen Fall zerstört werden, da sonst keine Regeneration der Rinde und damit der Milchröhren möglich ist. Der Milchsaft tritt aus und wird in kleinen Eimern aufgefangen. Der Schnitt erfolgt nur über die Hälfte des Baumumfanges, damit ein Lebendstreifen die Wasser- und Nährstoffversorgung sichert
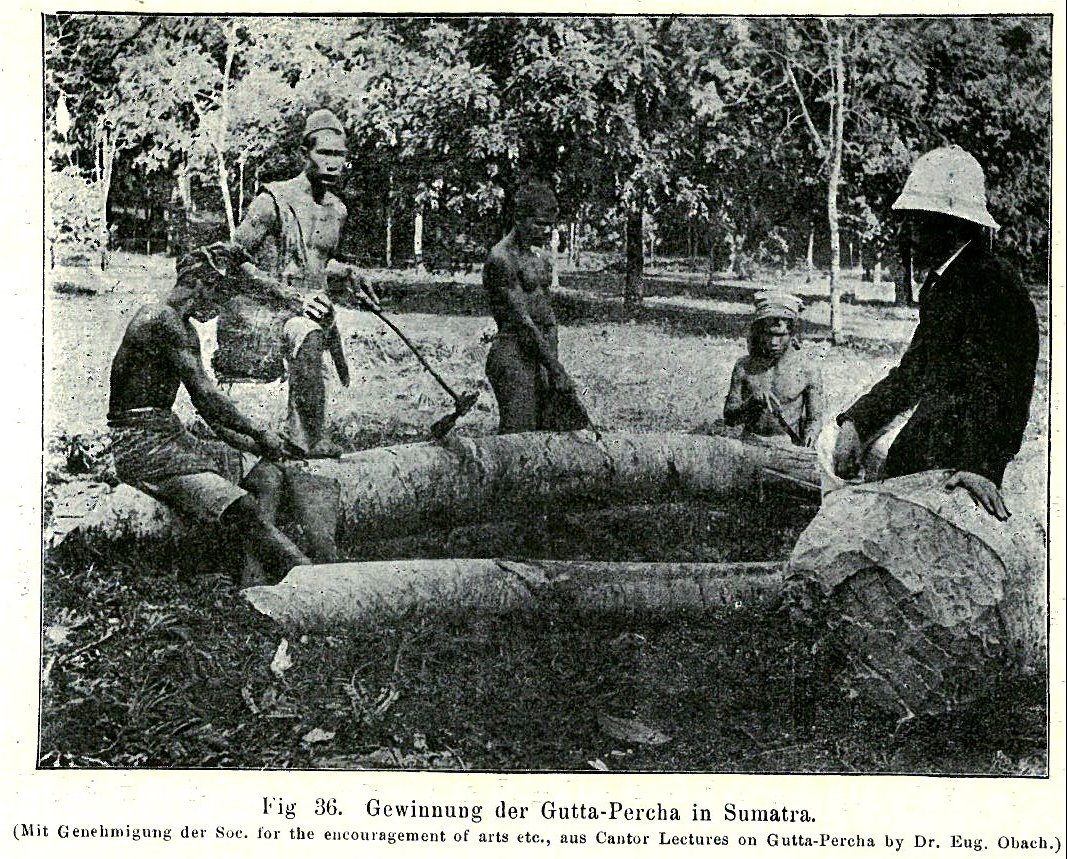
Anritzen der Baumborke Auffang der Kautschuk-Milch durch Gefäße Latexlappen hängen zur Trocknung
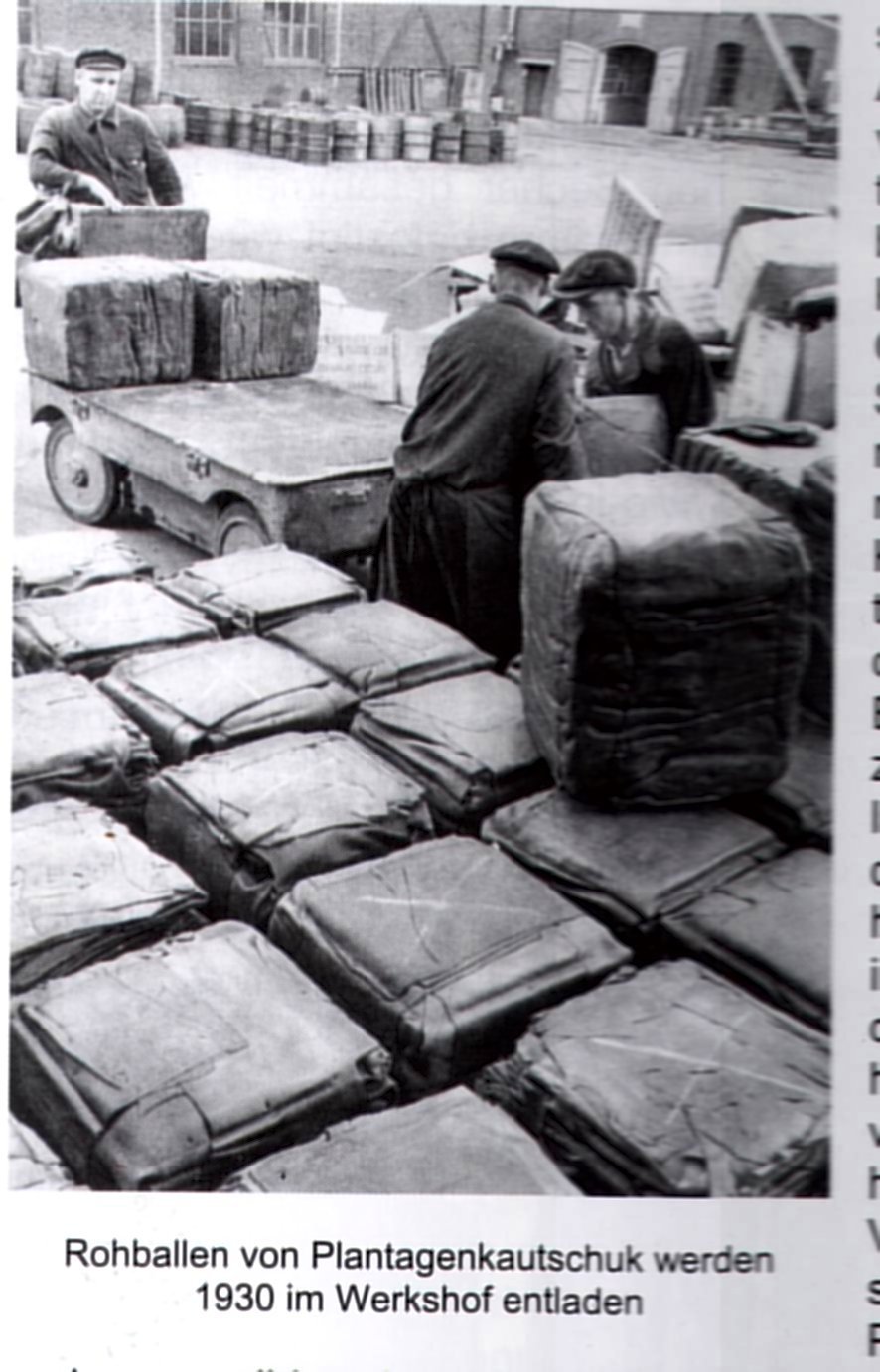
bearbeiteter und gepackter Kautschuk....
....angelandet in Europa als Ballen und transportiert zum Clouth-Werk Ursprünglich war das Vorkommen auf das tropische Amazonasbecken beschränkt. Die Indianer nannten die Pflanze auch „ca-hu-chu“, was so viel wie „weinendes Holz“ bedeutet. Im 15. Jahrhundert berichteten die Portugiesen als erste von Latex und erkannten die positiven Eigenschaften, wie zum Beispiel die Möglichkeit, wasserdichte Kleidung durch Beschichtung mit dem dickflüssigen Saft herzustellen, ähnlich dem Tapa-Rindenbaststoff aus Polynesien. Nach der Entdeckung des Herstellungsverfahrens von Gummi (durch Vulkanisation des Kautschuks) im Jahr 1839 erhöhte sich die Nachfrage enorm und führte in der Amazonasregion um Manaos und Belém zu einem Kautschukboom. Verbreitung durch den Kautschukboom
Was man über Kautschuk und dessen Verwendung wissen sollte Kautschuk/Gummi Planet Wissen (1von4)
2/4
3/4
4/4
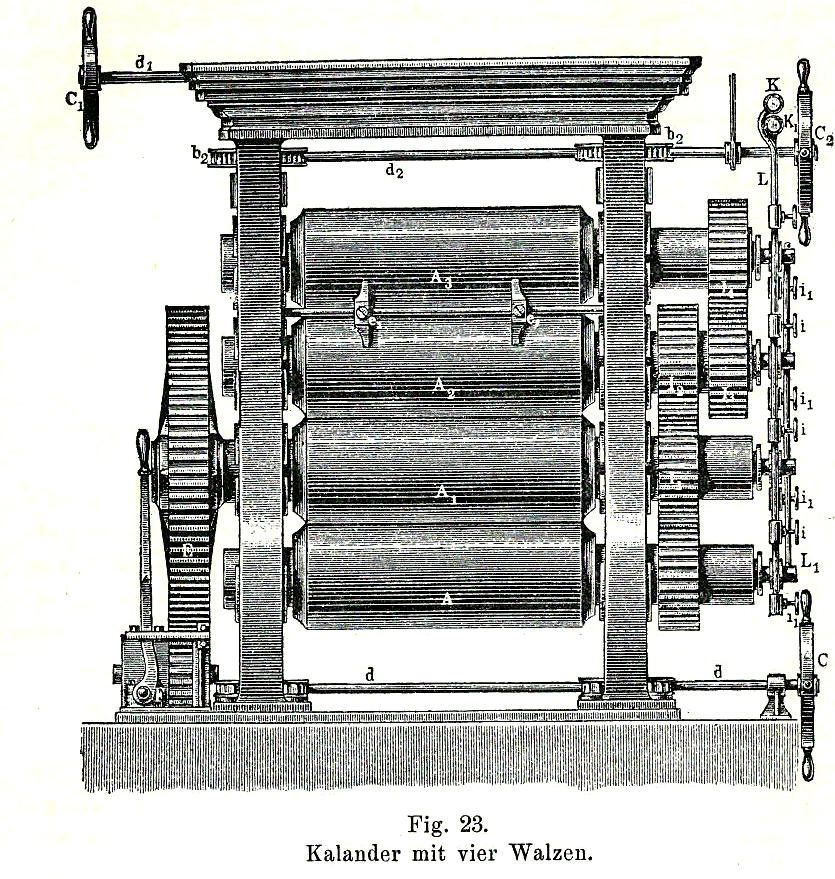
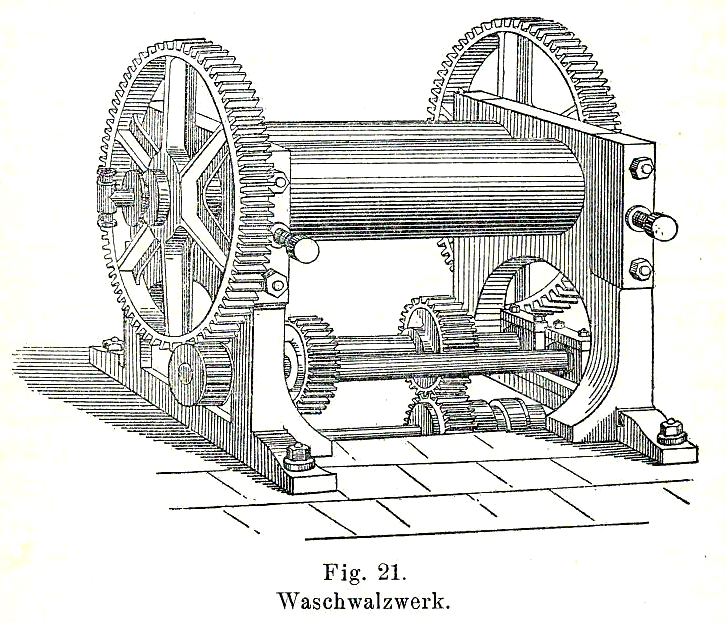
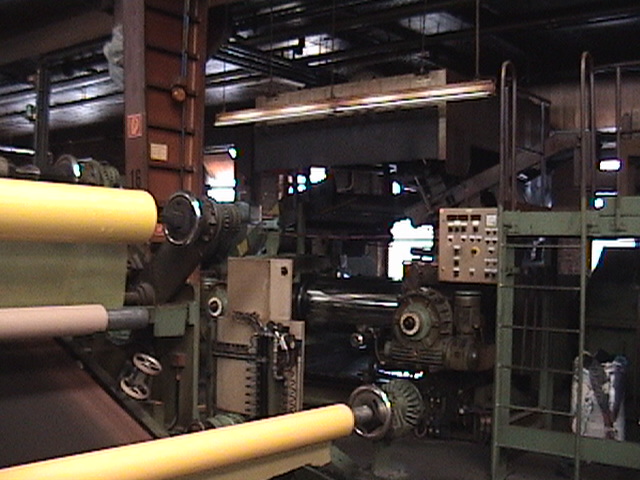
Walzentechnik und Walzenbeschichtungen mit Gummi, Guttapercha und Balata Walzen als Vorgang ist meist ein Umformverfahren mittels Walzentechnik, wobei der (meist metallische) Werkstoff zwischen zwei oder mehreren rotierenden Werkzeugen, umgeformt und dabei dessen Querschnitt verringert wird. Walzen gibt es aber zu Hauf auch gummiert bzw. mit Weichkunststoffmantel in jedem Drucker , Kopiergeräten und anderen industriellen Geräten.
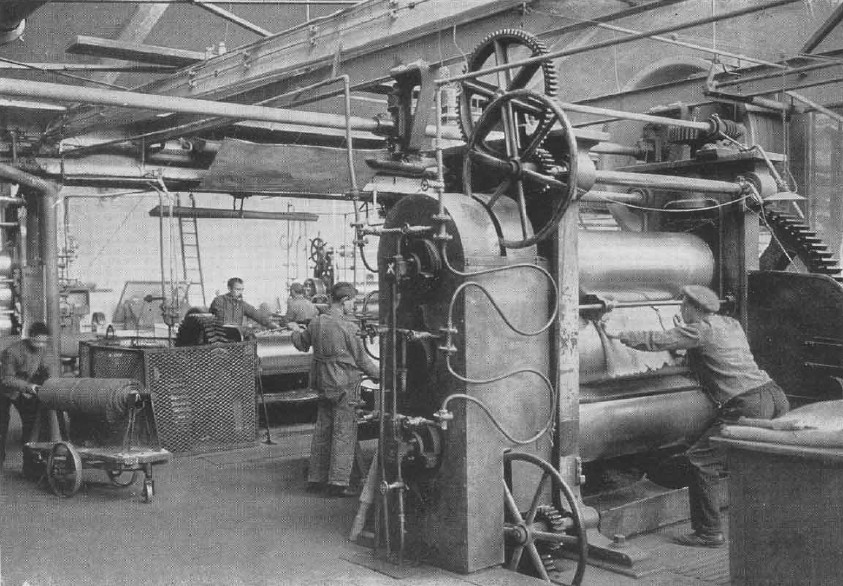
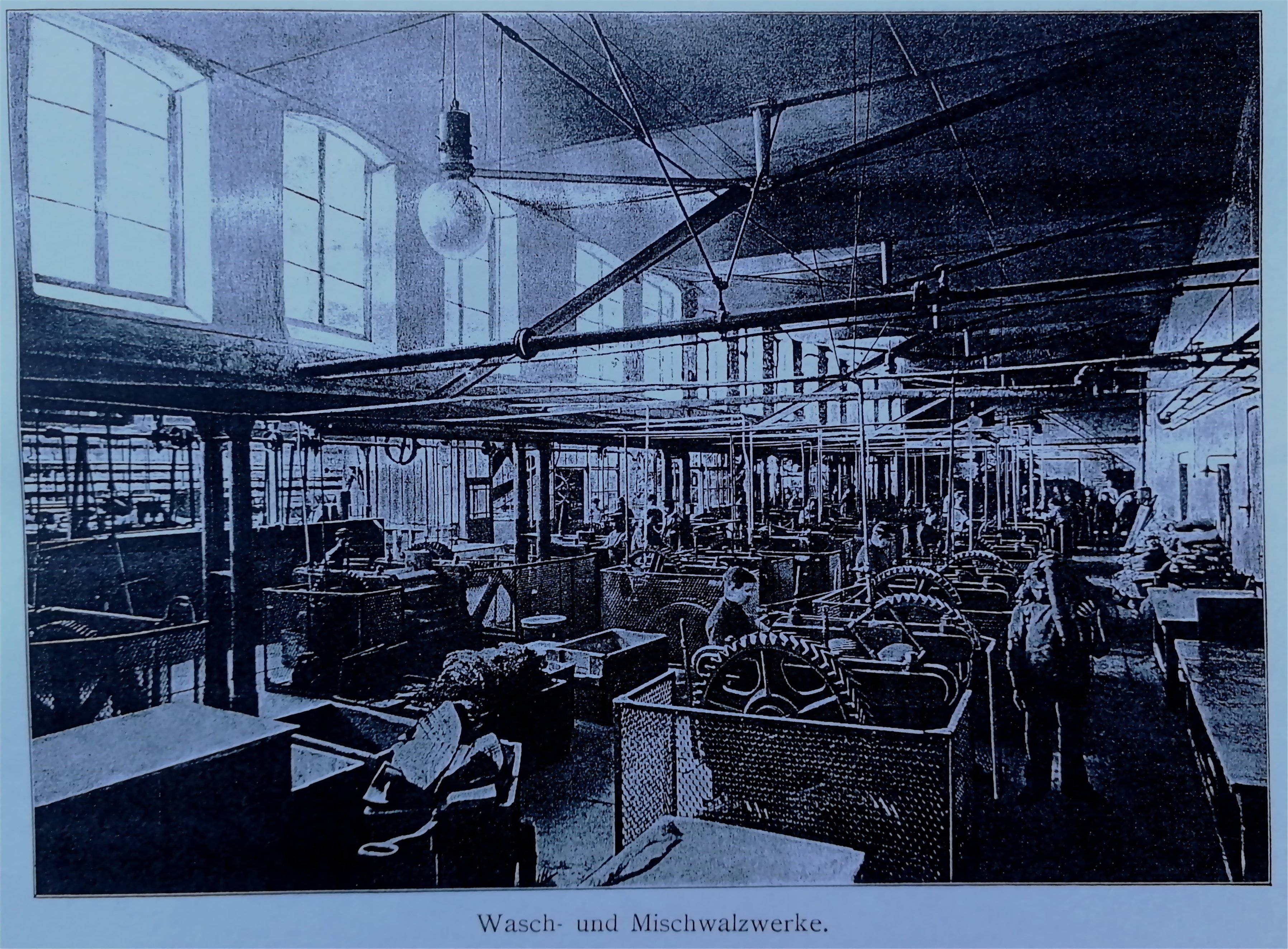
Einfaches Walzwerk für Gummiproduktion Moderneres, später ummanteltes
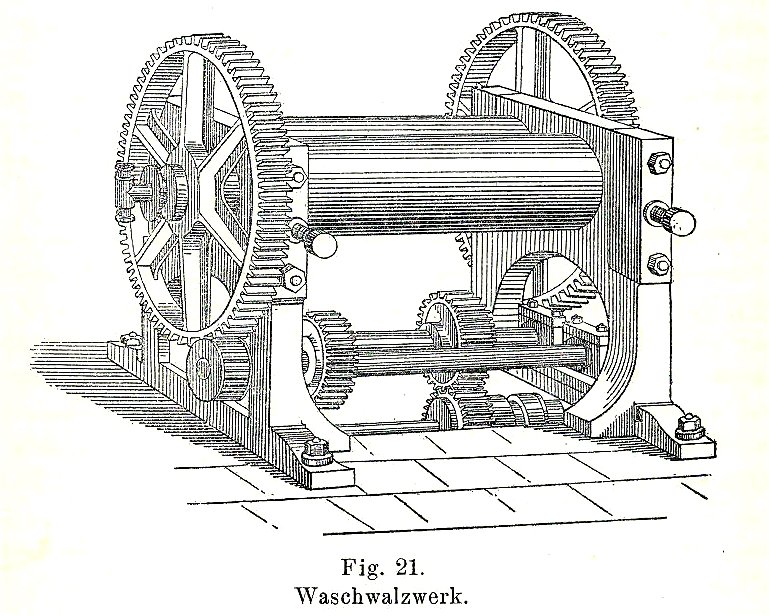
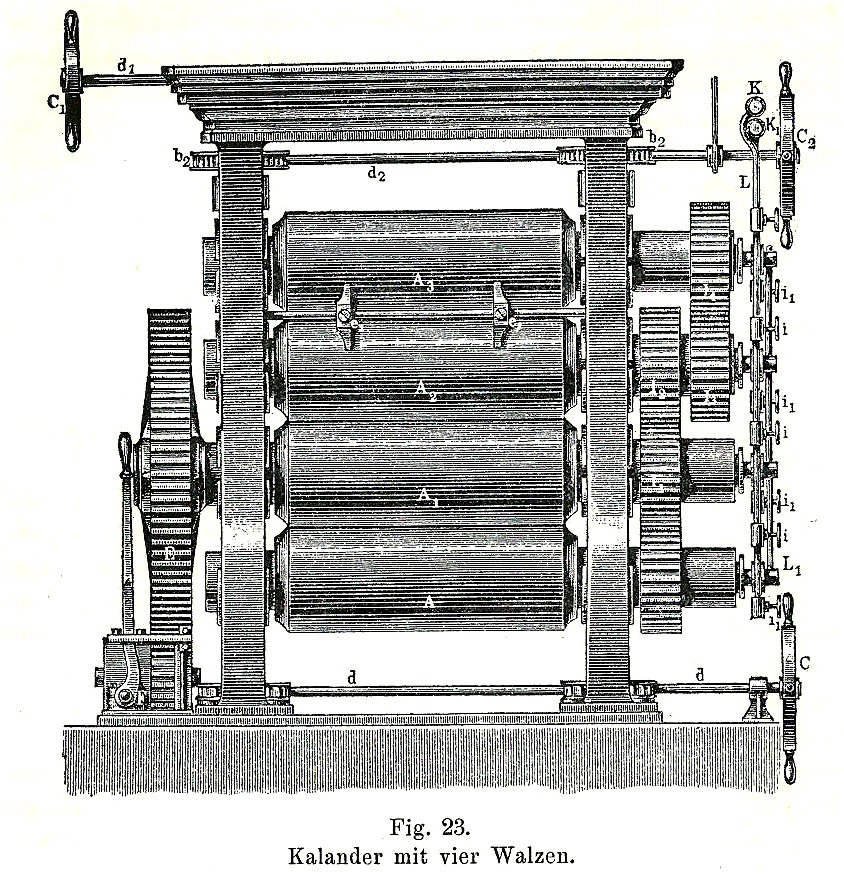
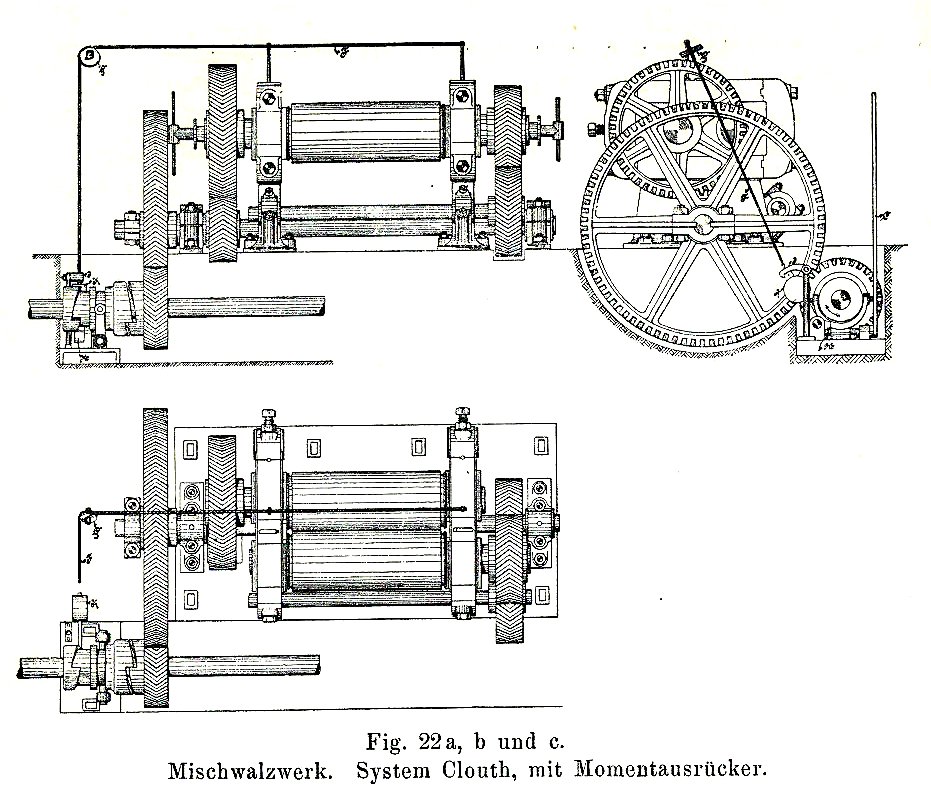
Das Walzwerk
Das Walzwerk mit den erforderlichen wasch Walzwerken, Holländern, Misch- und Mahlwalzwerken und Kalandern, durch eine etwa 450 PS Dampfmaschine über drei Wellenstränge angetrieben, verblieb von der Gründung bis zum Spätherbst 1926 an der gleichen Stelle. Dann erfolgte nach Aufnahme von Maschinen vom Carlswerk/Felten & Guilleaume und von Land & See eine Vergrößerung und Verlegung in einen großen und modernen Neubau, der zum September 1927 mit sechs großen Walzensträngen lief. Im Februar 1927 wurde der erste in Deutschland erbaute große Gummikneter in Betrieb genommen und in den Jahren 1928/29 noch ein weiterer Weizenstrang gelegt. Weitere wesentliche Vergrößerungen durch Aufstellung neuer moderner Walzwerke, Kneter und andere Maschinen wurde im Jahre 1937 eingeleitet, um den gesteigerten Bedarf zu decken und um die Eignung zur Verarbeitung der neuen deutschen Werkstoffe aus synthetischen Hochpolymeren zu steigern.
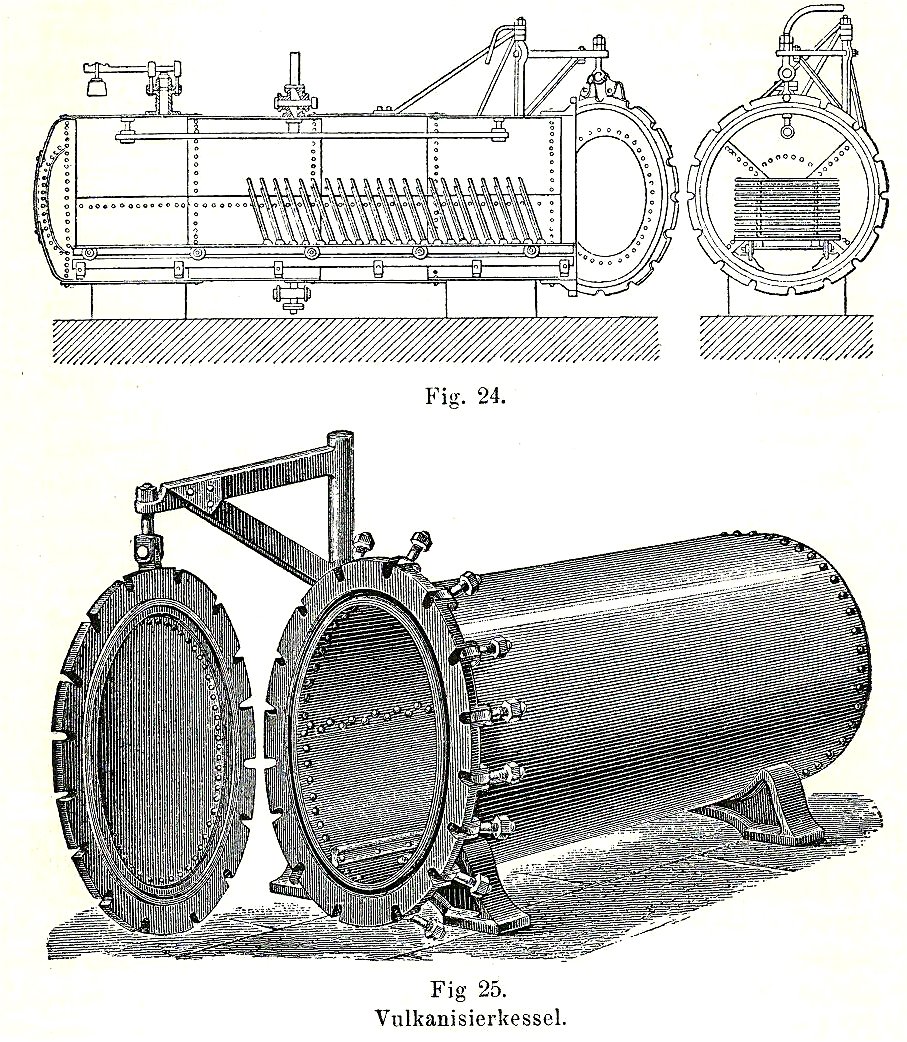
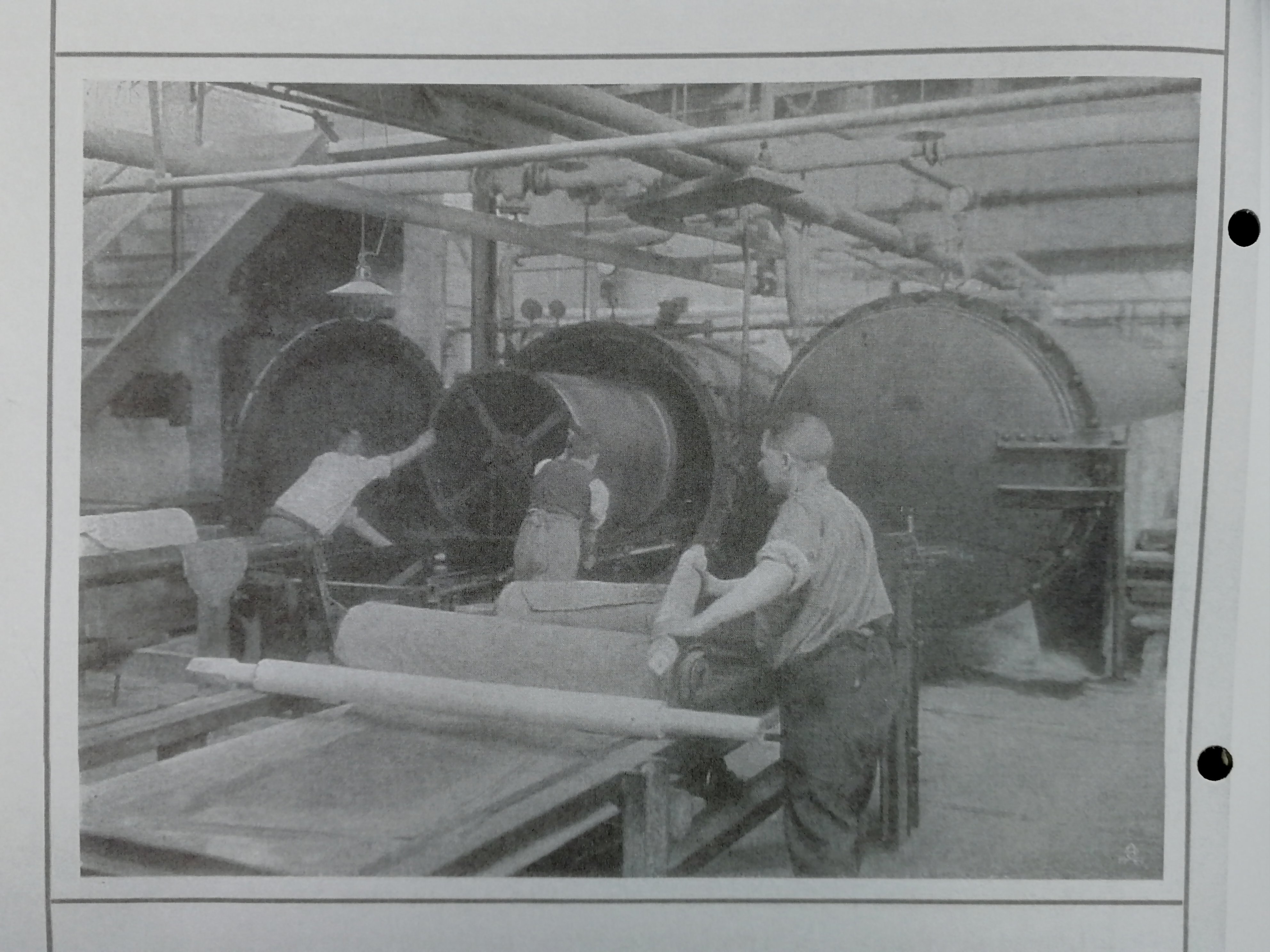
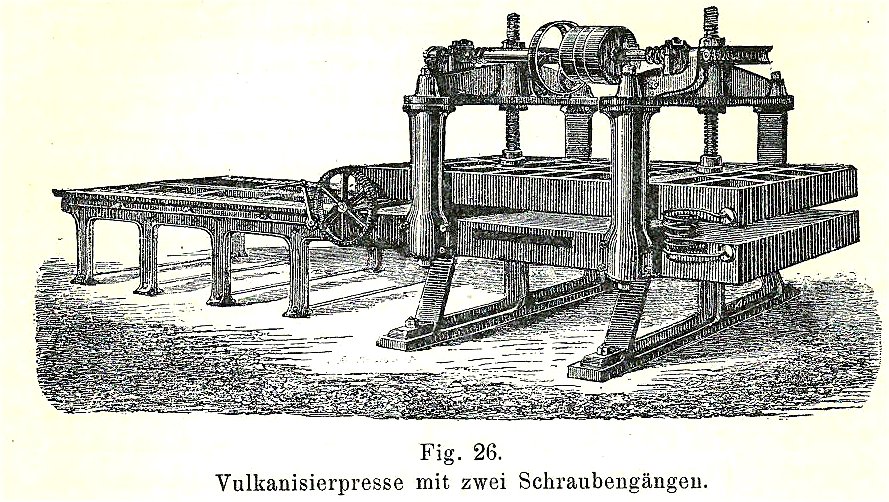
Vulkanisiervorgang
Hartgummi (EBONIT)
Im Ganzen beruht die Herstellung des Hart-Gummis auf denselben Grundsätzen wie diejenige des wo vulkanisierten Weichgummis. Das Rohrkautschuk wird erweicht, gewaschen, getrocknet und geknetet dann je nach Umständen aus verschiedenen besonders geeigneten Rohgummisorten gemischt und mit Schwefel und anderen Ingredienzen versetzt. Der Zusatz an Schwefel kann bis zu 50 % betragen.dabei ist zu bemerken, dass der geringere oder größere Gehalt an Schwefel von bedeutender Einwirkung auf die Härte des schließlichen Produktes ist, insofern, als die Verwendung von weniger oder mehr Schwefel eine geringere oder größere Härte zur Folge hat. Mit der durch ein größeres Quantum an Schwefel allein erzielten Härte wächst jedoch die Sprödigkeit des Materials und bei Anwendung von mehr als 50 % springt es selbst bei leichtem Biegen wie Glas. Außer Schwefel, an dessen Stelle auch Schwefelverbindungen zur Anwendung kommen, erhält die im Mischwalzwerk behandelte Masse unter Umständen noch Zusätze von Zink-Weiß, Kreide, Magnesium, Harzen und dergleichen mehr im Verhältnis, je nach den Ansprüchen, die in Bezug auf Elastizität, Biegsamkeid oder Härte und auch Farbe an das fertige Material bestellt werden. Diese vorbereitenden Arbeiten müssen mit noch größerer Sorgfalt und Aufmerksamkeit als die gleichen bei der Fabrikation von Weichgummi ausgeführt werden, weil eingeschlossene, auch nur ganz geringe Quantitäten Wasser und ganz kleine Luftblasen infolge der hohen Temperatur, der das Material später ausgesetzt wird, dieses porös machen und unter Umständen ganz zerstören. Die Herstellung der einzelnen Hartgummigegenstände ist ungefähr die gleiche wie die für Weichgummi. Aus der präparierten Rohmasse werden zunächst Platten verschiedener Dicke gezogen und aus diesen die einzelnen Artikel gebildet die Vulkan Desertion erfolgt gewöhnlich in eisernen Formen. Die angewandte Hitze erreicht bei der acht Gummifabrikation einen wesentlich höheren Grad als bei Weichgummiprodukten und steigt bis 165 °C. Die physikalischen und chemischen Eigenschaften des Hartgummi sind von denjenigen des vulkanisierten Rohgummis so verschieden, dass es in nichts mehr an dieses erinnert. Es ist schwarz, vollkommen geruchlos, hornartig und hartem Holz oder Elfenbein nicht unähnlich. Es ist durchaus dielektrisch, dagegen wird es durch starkes Reiben selbst elektrisch. Kaltes Wasser, Licht und atmosphärische Luft verändern es nicht, es oxydiert auch nicht. In kochendem Wasser aber wird es weich und biegsam. Für die Lösungsmittel, die das natürliche, reine Gummi vollständig sowie vulkanisiertes Weichgummi teilweise auflösen, ist es ganz unempfindlich und in hohem Grade ist es widerstandsfähig gegen Säuren. Es lässt sich auf der Drehbank, mit der Säge, der Raspel, dem Hobel, dem Fräser bearbeiten und ist in hohem Grade polierfähig. Gutta Percha
Sehr häufig werden aus Kautschuk
fabrizierte Gegenstände als aus Gutta-Percha dargestellte bezeichnet. Besonders
häufig kommt diese Verwechslung in Deutschland vor
Balata
Wie die Gutta-Percha bei ihrem ersten Bekanntwerden allgemein für Kautschuk gehalten und mit diesem vielfach verwechselt wurde, ist es der Balata bei ihrem ersten Auftreten und selbst noch bis vor einem Jahrzehnt Ende des 19. Jahrhunderts mit der Gutta-Percha ergangen. Die Möglichkeit dieser Verwechslung lag jedoch näher als jene, insofern als die charakteristischen Unterschiede zwischen Balata und Gutta-Percha nicht so hervorstechende sind als diejenigen zwischen Gutta.-Percha und Kautschuk. Immerhin sind sie so bedeutend, dass man sich seit Beginn der achtziger Jahre des 19. Jahrhunderts daran gewöhnt hatte, ihr eine selbstständigere Stellung anzuweisen und sie von derGutta-Percha scharf zu unterscheiden.
Die Balata ist wie die Gutta-Percha der
eingetrocknete Milchsaft von einigen Pflanzen aus der Familie der
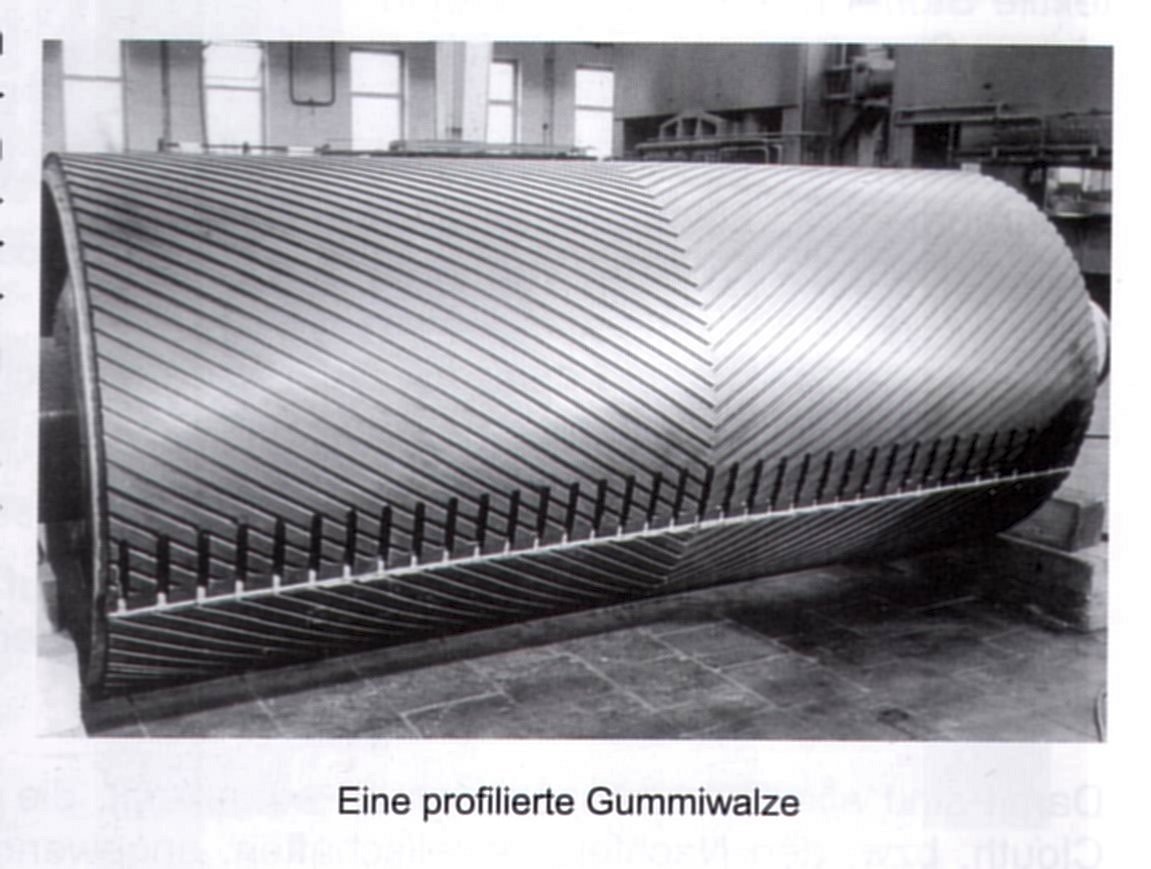
Sapotaceen die jedoch Rohe Balata ist grau, braun und weiß-rötlich mit dunkleren Flecken und Adern, sieht meistens wie trockene heute aus und fühlt sich seifig an.Die Handelsware enthält gemeinhin wenig Fremdkörper und wenig Rinde. Moderne Fertigungen Walzenbeispiele aus Clouth Produktionen
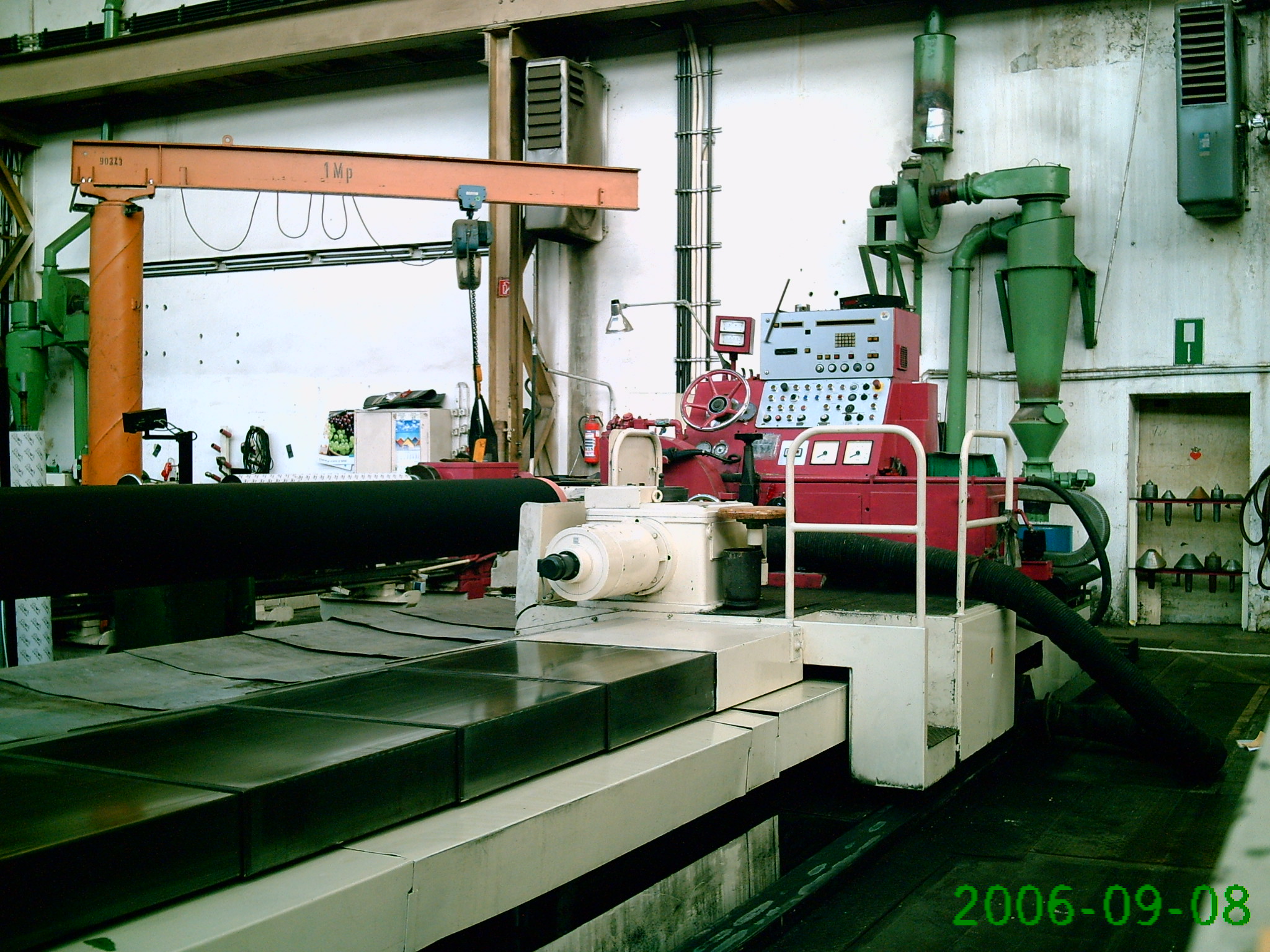
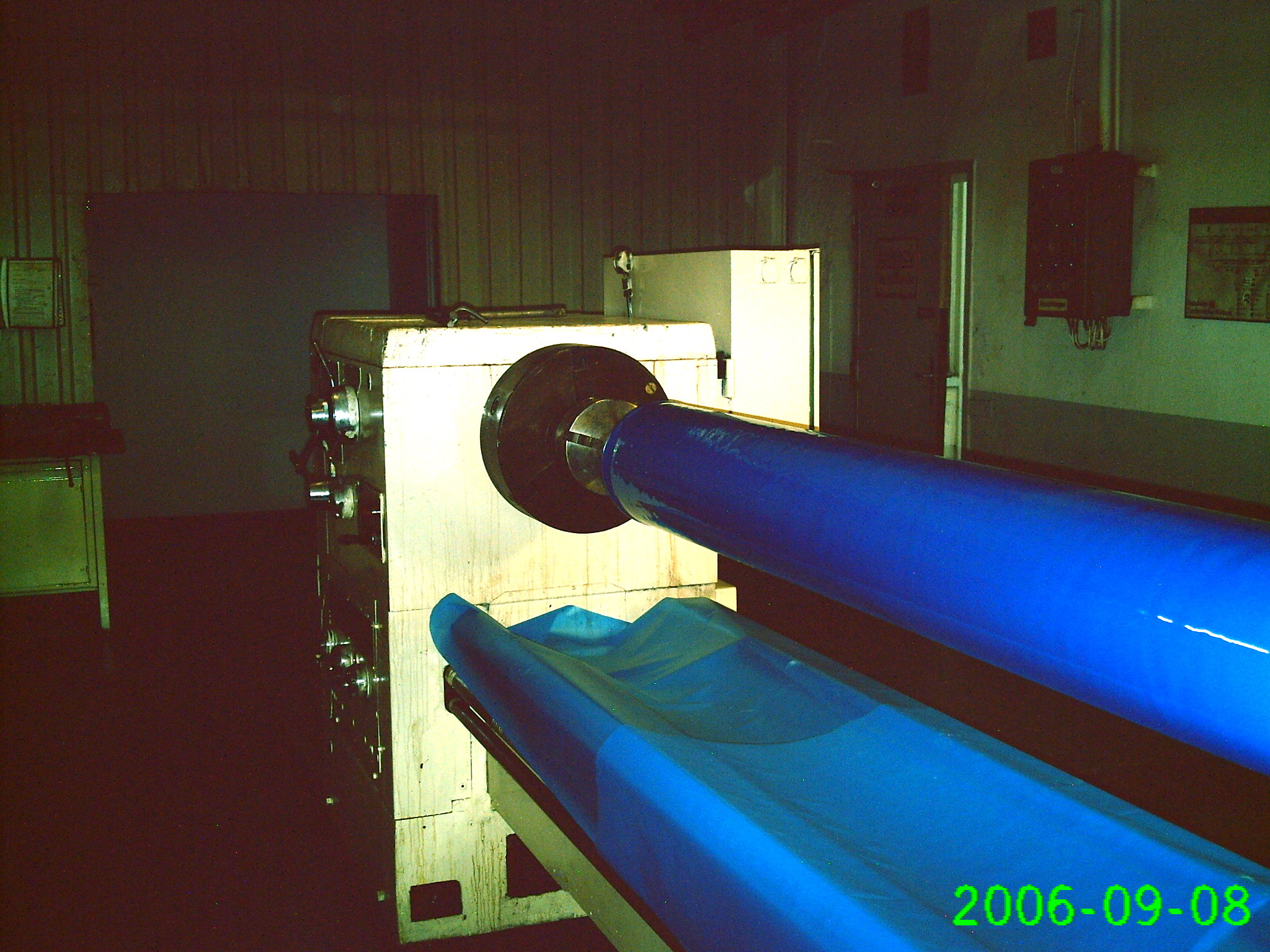
Druckwalze Kopierer-Walze
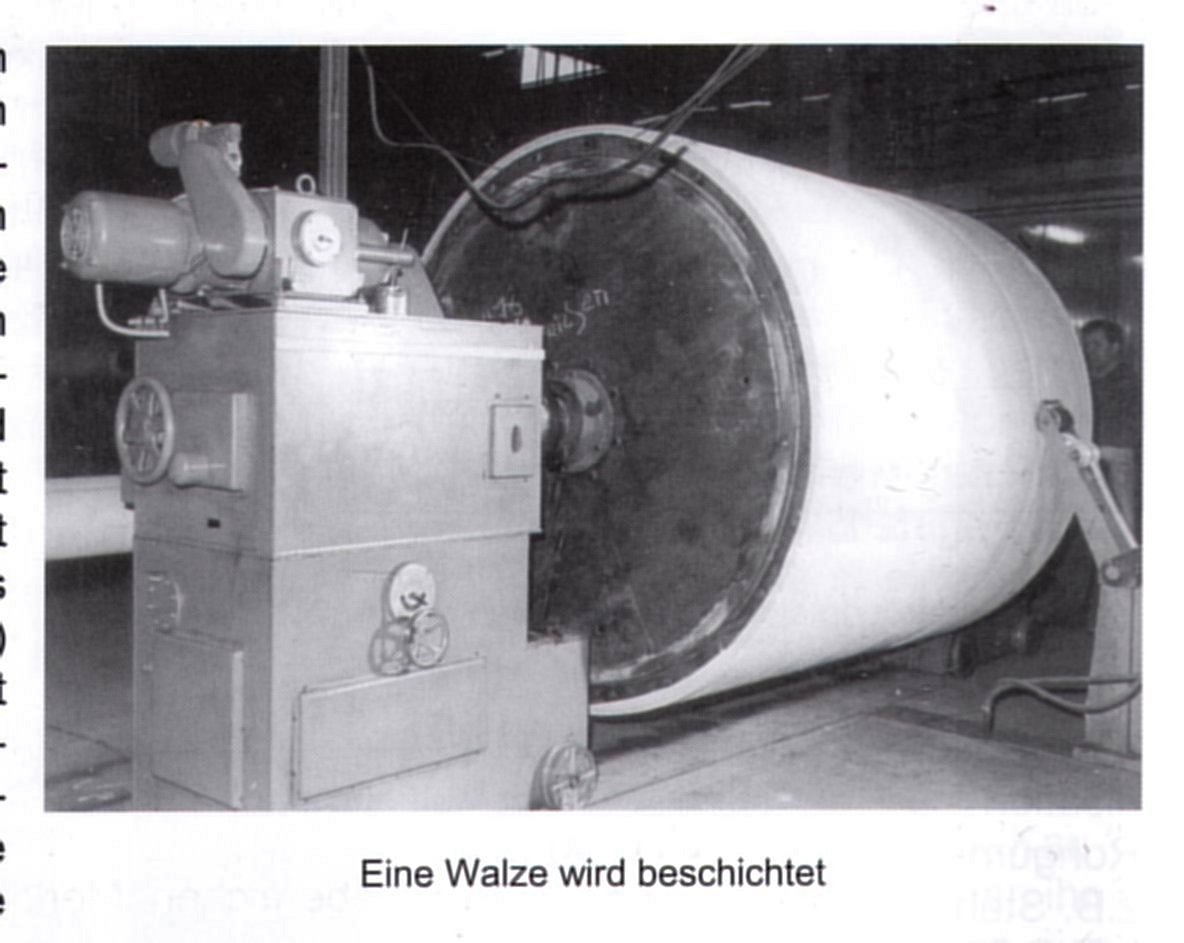
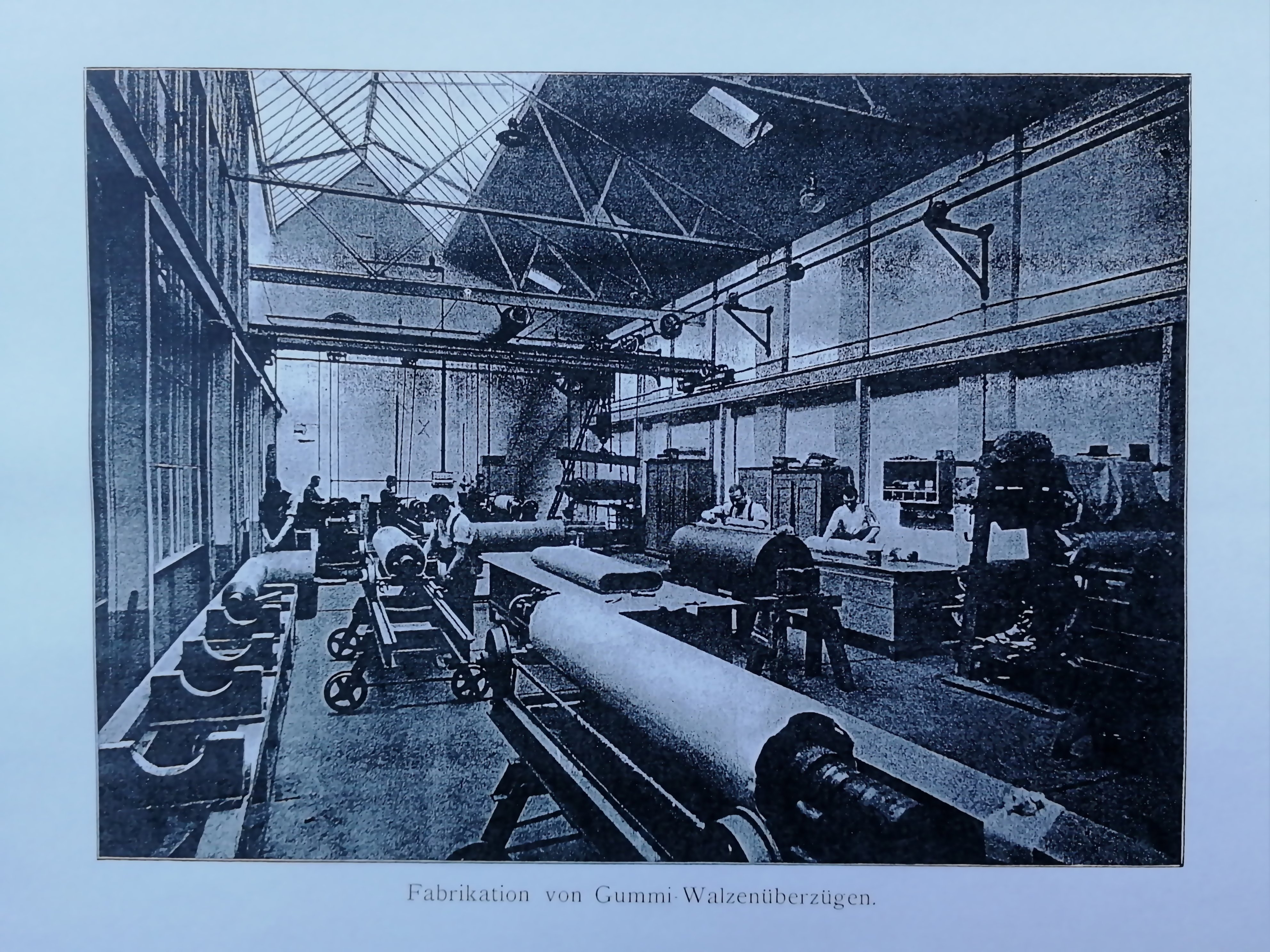
Luftsäcke für Schiffsbergungen Walzenüberzüge diese waren ein Erzeugnis von Clouth, welches durch die vorzügliche einer Ausführung schon sehr früh der Firma Clouth einen besonders guten Ruf verschafft hatte. Die Firma war, wenn nicht überhaupt die erste, dann jedenfalls eine der ersten gewesen, die in Deutschland Gummiweizenbezüge herstellte. Es lagen zahlreiche Anerkennungschreiben vor, die teils bis zum Jahre 1880 zurückreichen. Das älteste, noch im Original vorhandene Zeugnis war der von der Papierfabrik Commandit Gesellschaft "Deutsch Landsberg"aus der Steiermark. Dieser Fabrikationszweig von Clouth, der an sachgemäße technisch einwandfreie Ausführung die höchsten Ansprüche stellte, wurde im Laufe der Jahre weiter vervollkommnen. Die Einrichtungen wurden vergrößert und im Jahre 1929 durch Aufstellung einer Schleifmaschine für Walzen von 8 m Ballenlängeund 3 m Durchmesser ergänzt. Nicht nur in der Papierindustrie, sondern in vielen anderen Industrien fanden künftig Überzüge Verwendung. Insbesondere im Druckbereich sind sie bis heute nicht wegzudenken. Es ist aus Platzgründen schlicht unmöglich, hier alle Einsatzgebiete aufzuzählen, genannt seien nur die wichtige gesamte Textilindustrie, Industrien, die mit Wolle, Baumwolle, Kunstseide und Zellwollezu tun haben und hatten, die Industrie der Zellulose, die Tapetenindustrie und auch die Fahrzeug-und später die Computer-Industrie. Diese alle bewirkten, dass sich der Maschinenpark stets vergrößerte.
Industrie-Großwalze bei Clouth Förderbandtechnik ... und wie war das bei Clouth zuletzt?
Warenlager Dampfmaschinenantrieb
Die Walzenproduktion ist im Rahmen des Firmenabbruches nach Bergheim verlagert worden und führt von dort die Geschäfte weiter.
Laboratorium Das technische Büro und besonders das Laboratorium waren das technische Gehirn der Firma. Bereits frühzeitig entwickelten sich beide Sparten durch das Anwachsen des Betriebes und seiner Aufgaben zu beachtlicher Größe. Da die Firma Clouth als Hilfsindustrie aller Arten von Fabrikationsbetrieben über die Bedürfnisse derselben in Bezug auf technische Gummiwaren und ihre Beanspruchungskenntnisse aufweisen musste, ergab sich ein riesiger Arbeitskreis mit hohen Anforderungen. Nicht nur die Prüfung der Rohstoffe und Fertig-Fabrikate auf die Gleichmäßigkeit und Güte, sondern die Prüfung der Eignungseigenschaften und Entwicklungen wirtschaftlich-technischer Natur fielen in das Tätigkeitsgebiet des Laboratoriums. Infolgedessen mußte das Laboratorium die Ergebnisse aus eigenen und fremden Forschungen dem Clouth-Betrieb nutzbar machen. Als Zeichen der erfolgreichen Arbeit des Laboratoriums in Bezug auf Entwicklung neuer hoch beanspruchter waren Gattungen diente die Planung und der Bau des Gummiwerkes Ballenstedt im Jahre 1935/36
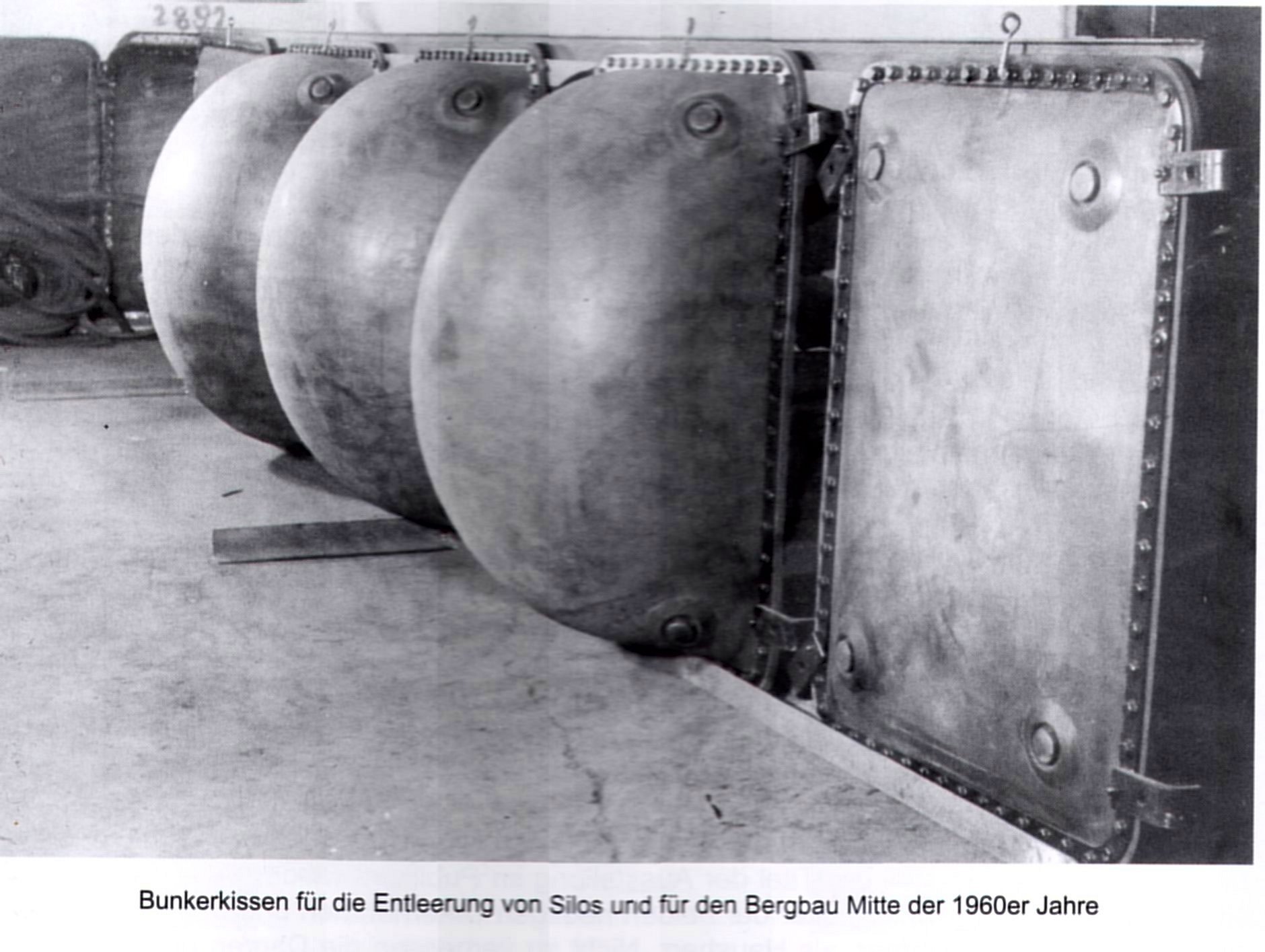
Bunkerkissen
Die Bunkerkissen werden an den Silowänden angebracht. Soweit die Siloprodukte festpappen, können sie durch aufblasen der Bunkerkissen gelockert werden
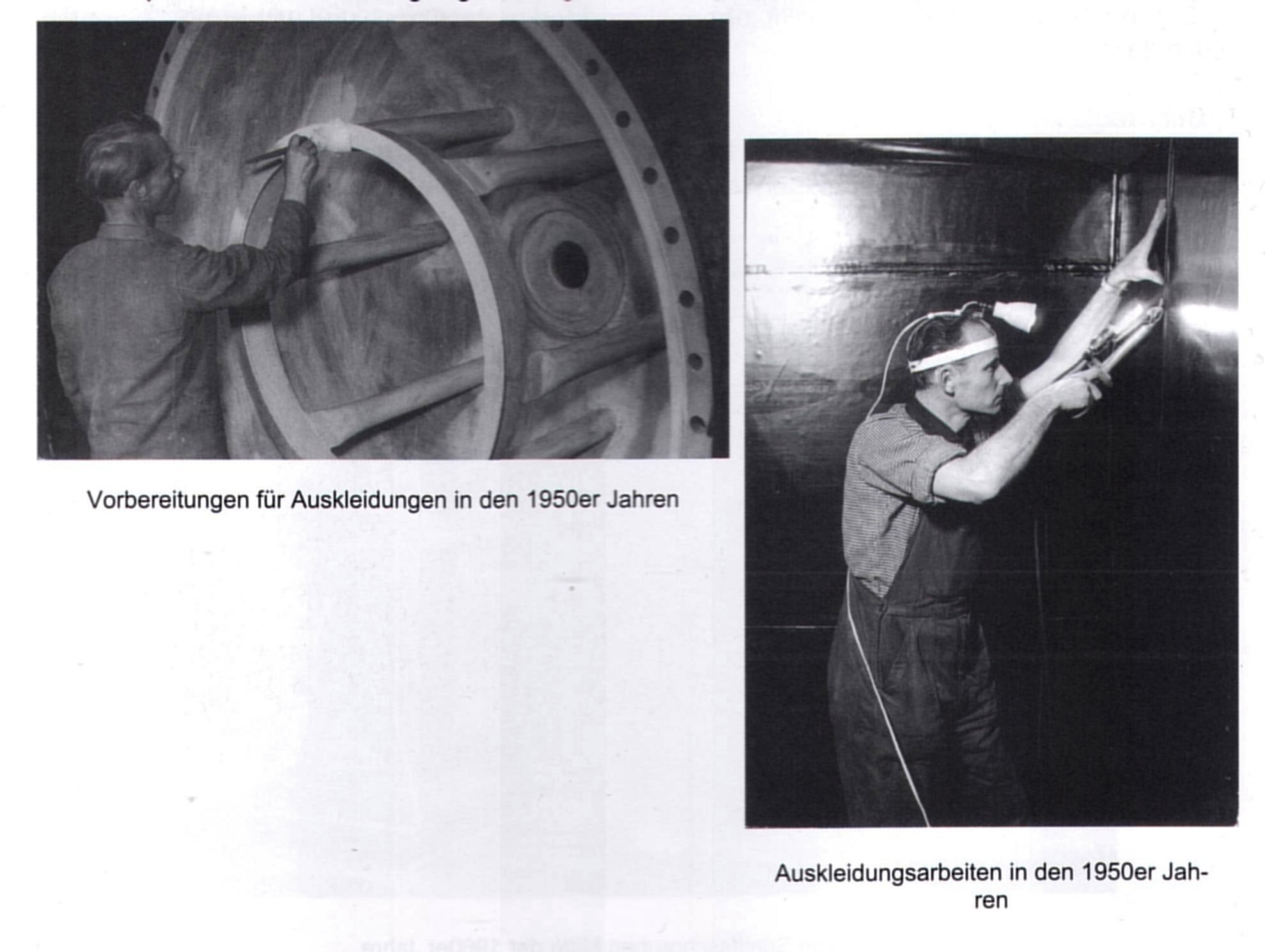
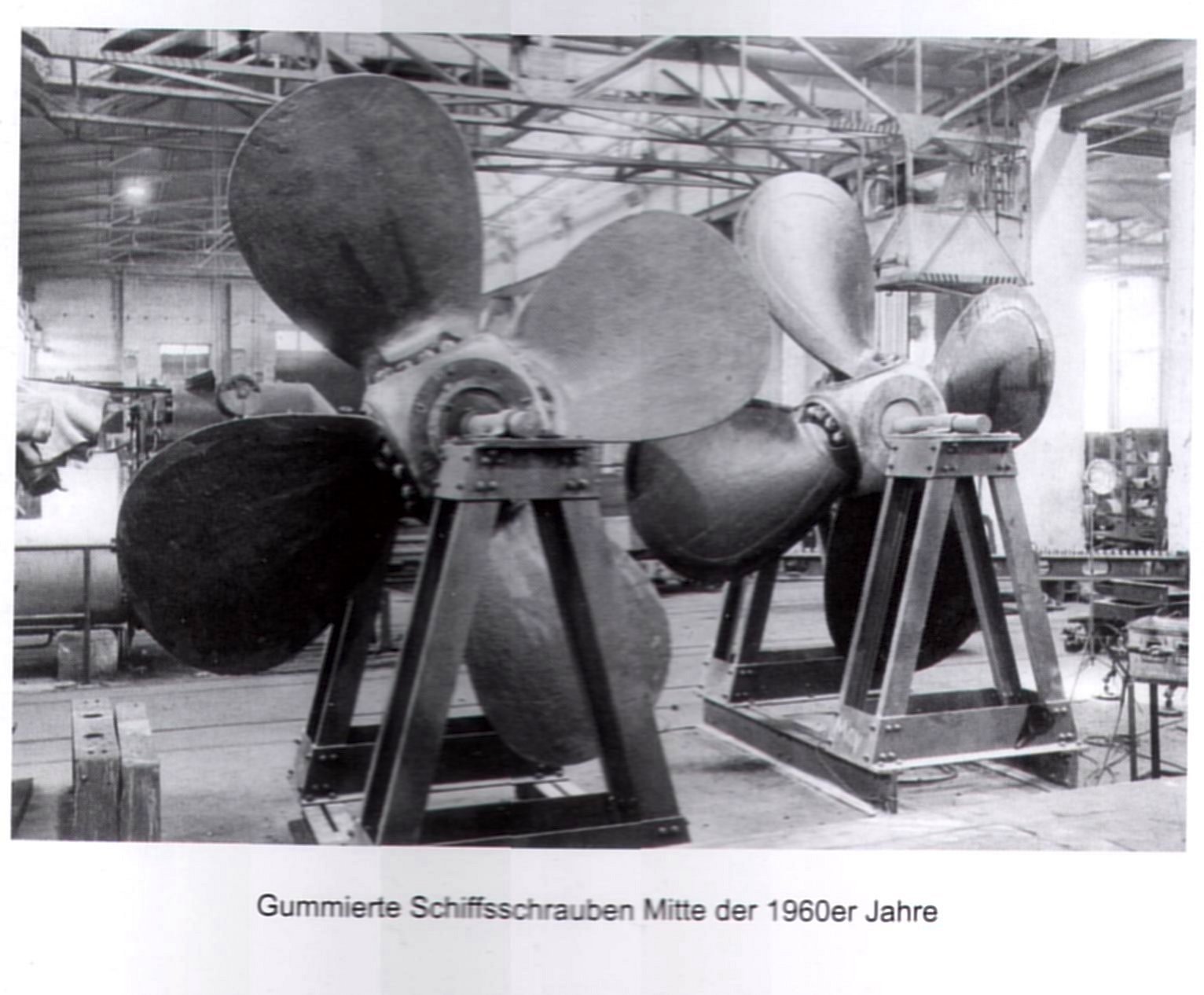
Behälter-; Kessel und Schiffkessel-,Schiffsschraubengummierungen DURABILIT-Schutzbeläge Auch auf dem Gebiete der Bekleidung von Metallteilen zum Schutz gegen Korrosion chemischer und mechanischer Art hatte sich die Firma Clouth schon vor dem Krieg, aber besonders in der Nachkriegszeit einen guten Namen und Ruf erworben. Sie war schon vor den zwanziger Jahren des letzten Jahrhunderts der größte Erzeuger auf diesem Gebiet. Sie hatte durch Neuerungen auf dem Gebiet der Vorbereitung von Metallteilen und durch neuartige Prüfmethoden den Ruf der absoluten Zuverlässigkeit weiter festigen können. die Ausdehnung dieses Geschäftszweiges und die Übernahme der Gummiabteilung der Felten & Guilleaume Carlswerk AG machte einen Neubau der Hartgummiabteilung erforderlich, die im Jahr 1926 in Betrieb genommen wurde. Eine abermalige erhebliche Vergrößerung wurde im Jahre 1936 vorgenommen. Anerkanntermaßen stand die Firma Clouth in der Qualitätsfertigung, was Menge und Güte der Ausführungen betraf, mit an erster Stelle der deutschen Fabrikanten. In diesem Zusammenhang seien auch die Uni über Züge für Propeller werden an Kriegs- und Handelsschiffen erwähnt. Die Außenbord- oder in der Wellenhose liegenden Teile der Schiffswellen wurden zum Schutz gegen Korrosion mechanischer und chemischer Art mit einem Gummiüberzug versehen. die Firma Clouth hatte diese Arbeiten seit über 40 Jahren zur vollkommensten Zufriedenheit von Kriegs- und Handelsmarine geliefert. Im ganzen Dorf nun 800 Stück über Züge im Laufe der Jahre geliefert worden sein. Unter anderem war auch eine Monteurbescheinigung der Firma Krupp vom 20. Februar 1897 über eine solche Arbeit in den Unterlagen von Clouth noch im Original vorhanden. Diese Überzüge haben sich stets gut bewährt, weshalb sie auch künftig bei Clouth in der Fertigung im Einsatz waren.
Gummierung als Schutz der Innenwände bei Behältern und Kesseln, die z.B. mit Säuren befüllt werden sollen.
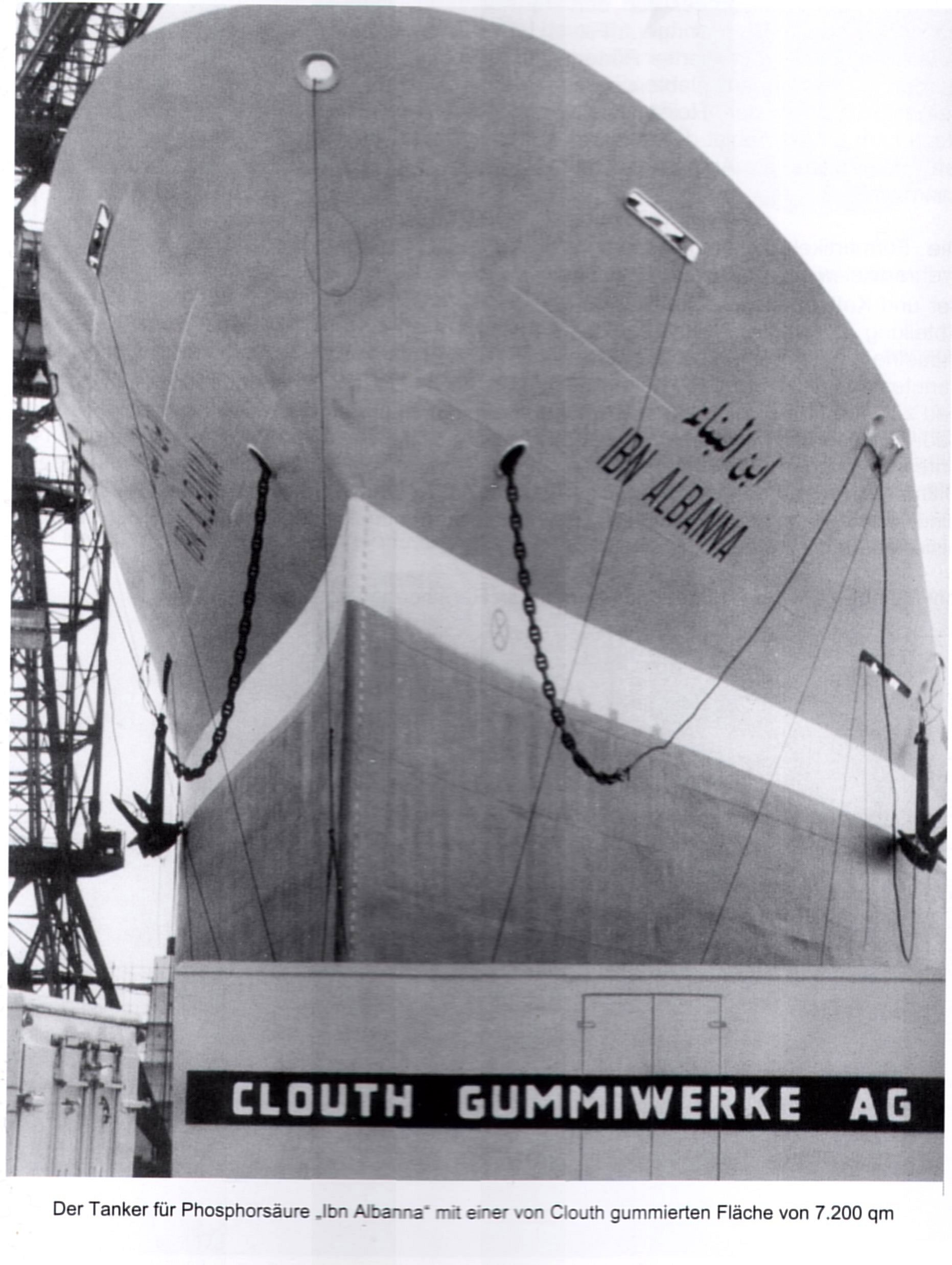
Schiffstankgummierungen für Säuretransporte; Gummierung von Schiffschrauben
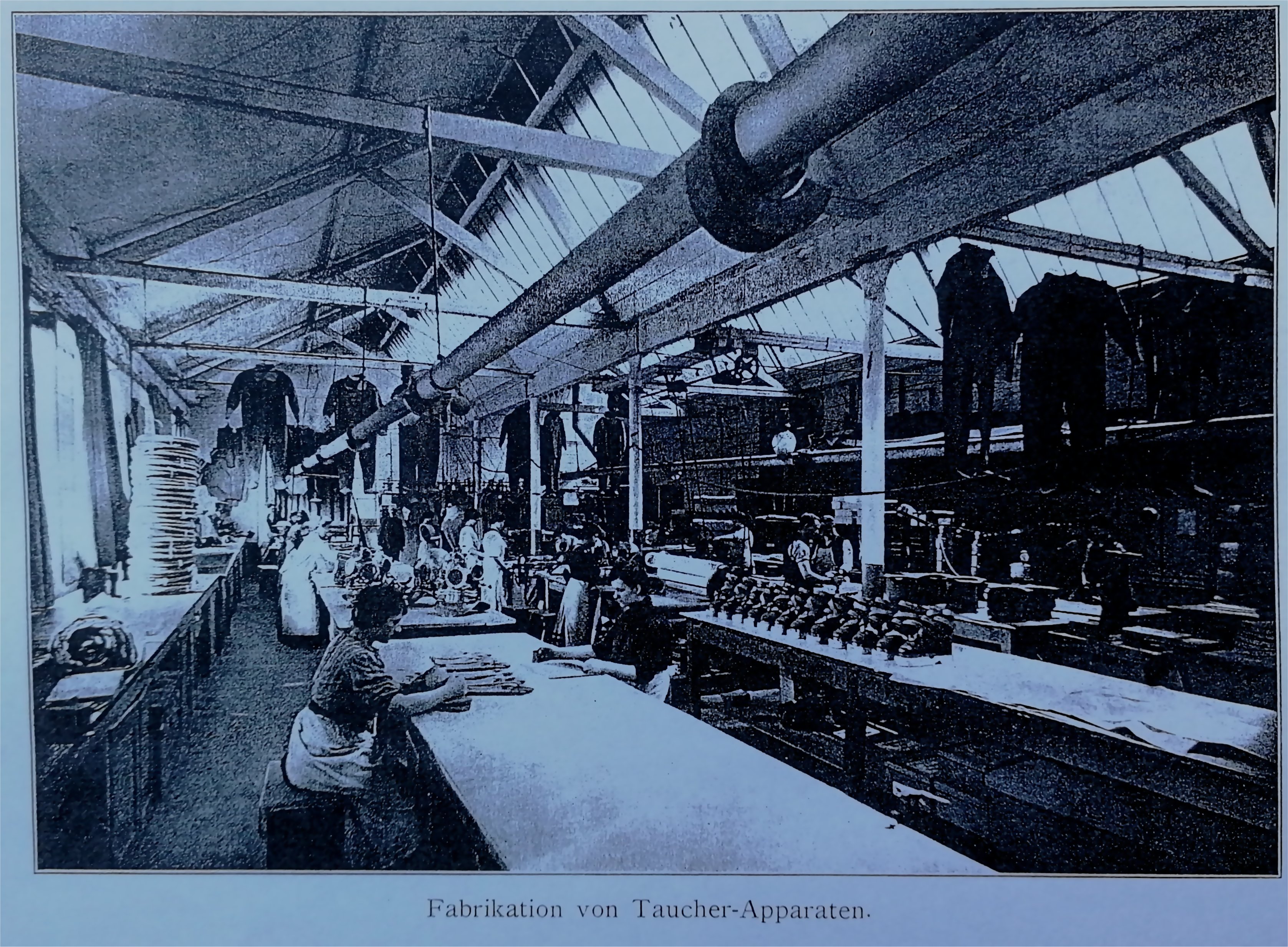
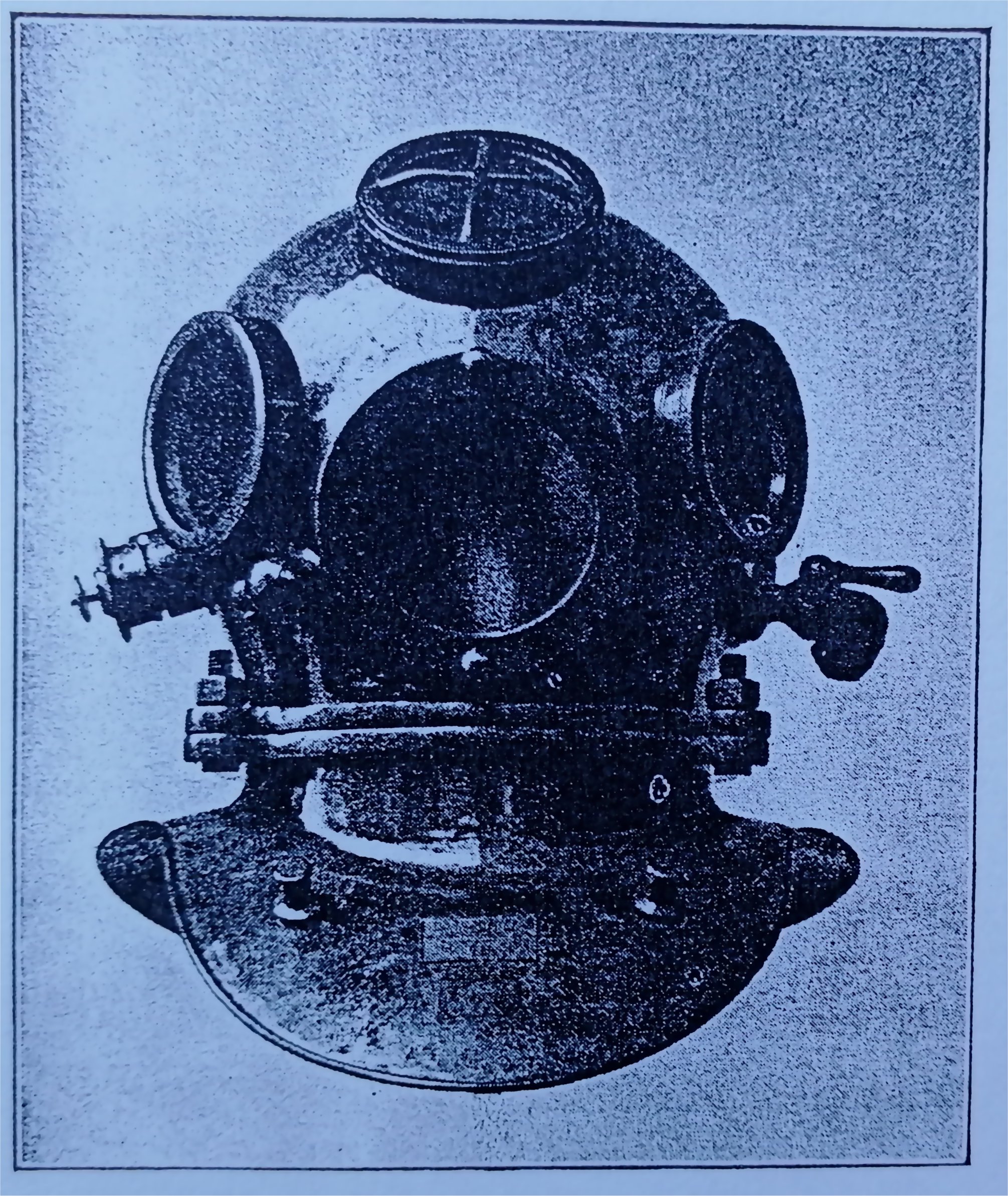
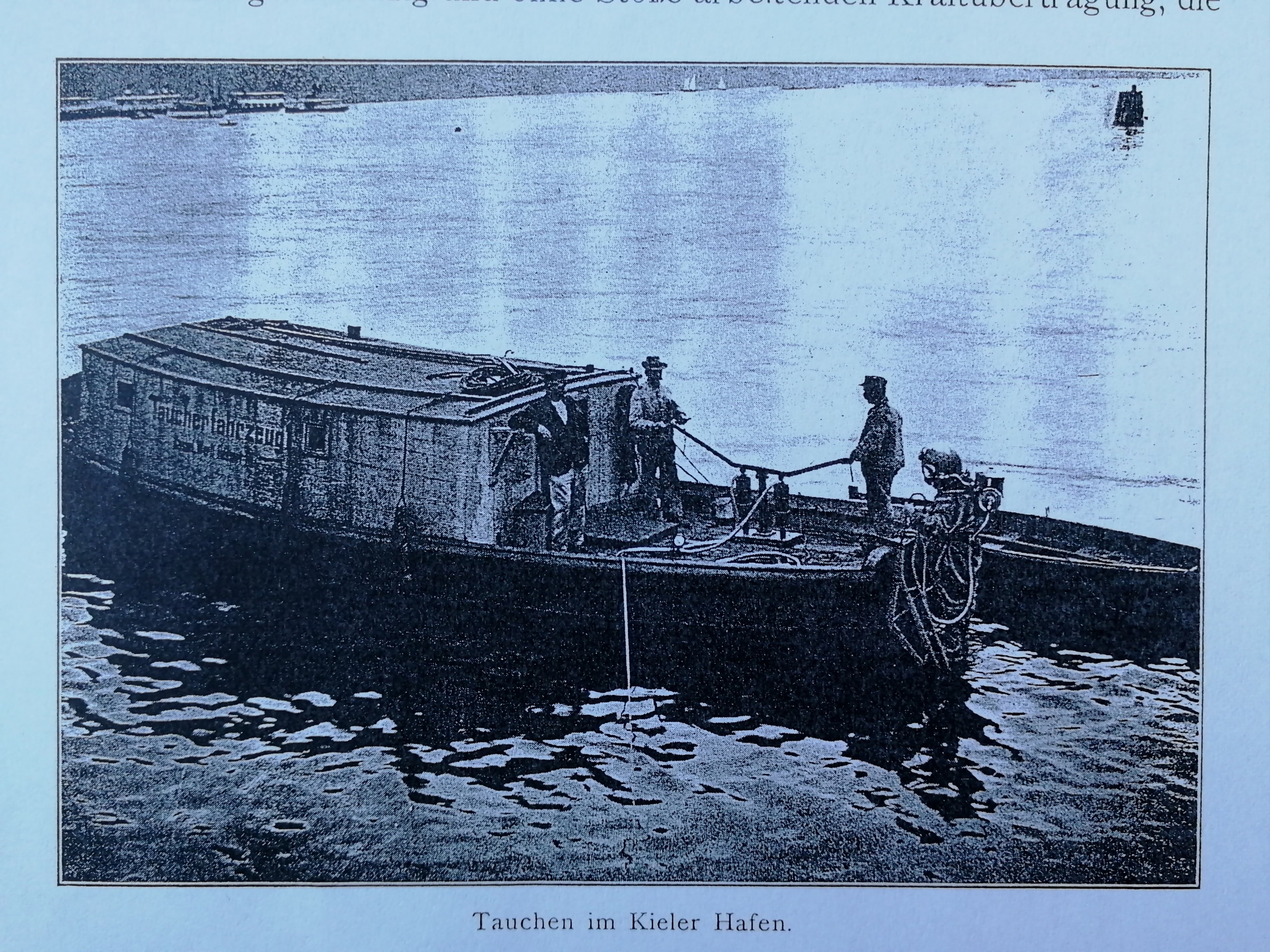
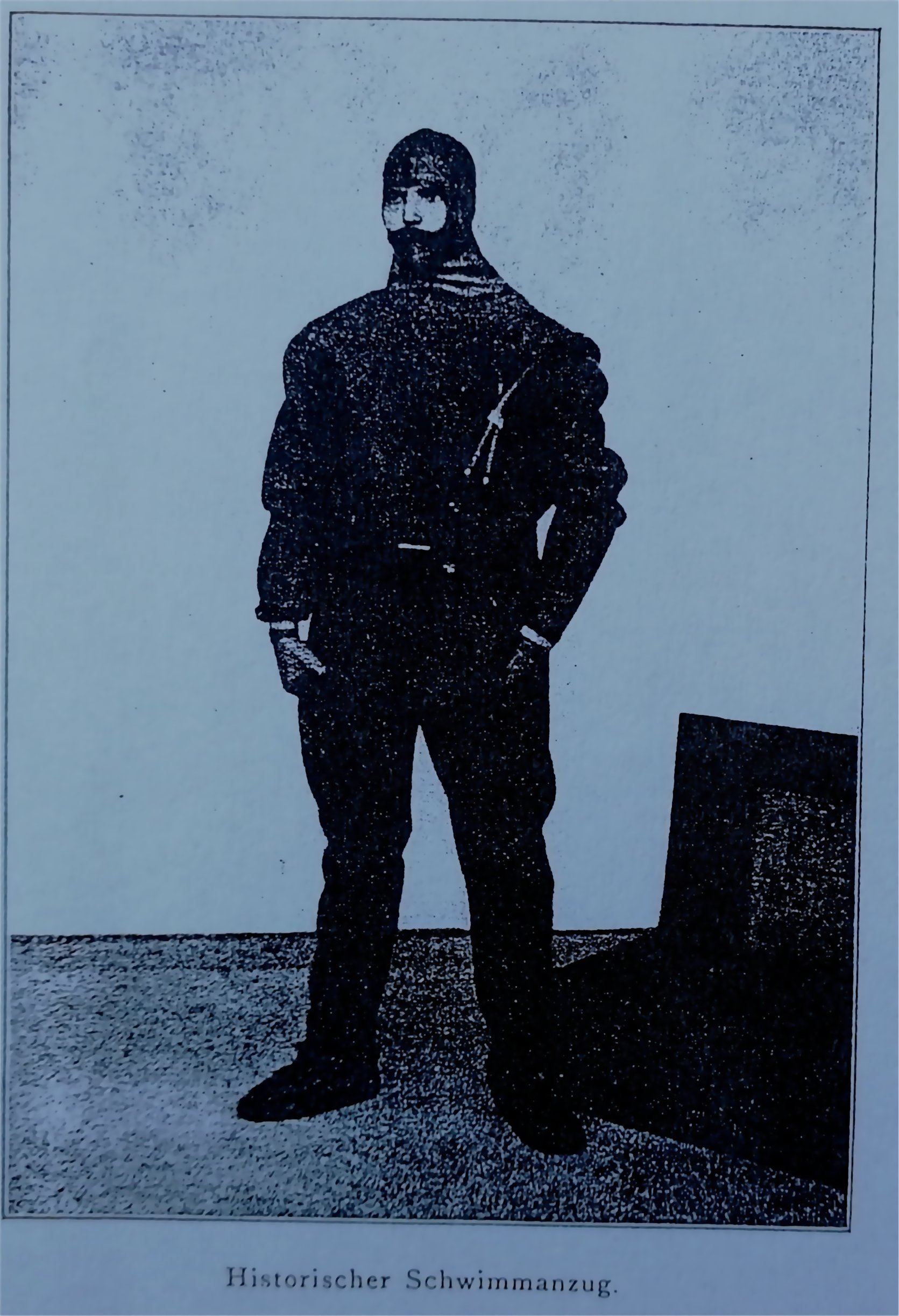
Tauchapparate Ein weiteres gewinnbringendes Betätigungsfeld war die Rüstungsindustrie. Für die kaiserliche Marine entwickelte und baute Clouth eigene Tauchapparate mit Hör-und Sprechverbindung, sowie Luftsäcke (Fall von 1982 zur Illustrierung) zur Bergung von gesunkenen Schiffen. 1887 wurde die Firma Monopolist für Tauchapparate der kaiserlichen Marine. Bei der Regatta am 7.Juni 1914 siegte die Yacht "METEOR" von Kaiser Wilhelm II. Und erhielt als Trophäe einen vergoldeten Taucherhelm, welchen die Firma Clouth gestiftet hatte.
Wilhelm II
Yacht Meteor
Erster Tauchanzug Goldhelm:.....ähnlich diesem, Bildmaterial nicht vorhanden spätere Ausführung
Weichgummifabrikation/Platten ; Verdichtungsmaterial, Schläuche, Pumpenklappen, Buffer usw
Andere Gegenstände der
Weichgummifabrikation, wie Platten, Verdichtungsmaterial der verschiedensten
Art, Schläuche für alle Zwecke, Pumpenklappen, Buffer usw. waren in der
Fabrikation selbst verständlich, sodass sie eigentlich kaum genannt werden
müssen. Es sind das Fabrikate, die jede Gummiwaren Fabrik mehr oder minder
erzeugte und auch immer noch erzeugt. Gleichwohl gibt es auch unter diesen ganz
allgemeinen Artikeln Einige, in denen die Firma Clouth sich einen besonderen Ruf
erworben hatte.so zum Beispiel für Ringe aus runder Schnur, wie sie zum
Abdichten von Muffenrohren für Wasser- oder Gasleitungen in beweglichen Boden
verwendet
Auch ein Artikel, der durch das sogenannte Tauchverfahren, eines besonderen Zweiges der Weichgummifabrikation, hergestellt wird und der eine kleine Geschichte hat, verdient noch der Erwähnung. Im Jahre 1900 hatte die Association des Industriels de France contre les Accidents du Travail einen internationalen Wettbewerb zur Erlangung von isolierenden Handschuhen für den Gebrauch der Arbeiter bei elektrischen Arbeiten eröffnet. Die Handschuhe sollten als wirksames Mittel zum Schutz der Hände und des Unterarmes dienen. Sie sollten dauerhaft sein, sodass sie Verletzungsgefahren, wie zum Beispiel durch einen rauen Kupferdraht, zu widerstehen vermochten. Außerdem sollten Sie bequem im tragen sein und den Fingern volle Beweglichkeit erlauben. Die Gesellschaft hatte für diese Anforderungen, erfüllt durch den besten Handschuh, einen Preis von 1.000 Francs ausgeschrieben und sich dabei vorbehalten, diese Summe gegebenenfalls unter mehrere Mitbewerber aufzuteilen. Nachdem die Firma Clouth sich an diesem Wettbewerb unter Einsendung der vorgeschriebenen Anzahl von Probehandschuhen beteiligt hatte, erhielt sie im März 1901 vom Präsidenten der genannten Association des Industriels die Nachricht, dass die Prüfungskommission sie für den 1.Preis auserwählt und die Summe von 1.000 Francs ihr ungeteilt zugedacht habe. Hartgummifabrikation
Die Abteilung für Hartgummi entwickelte
sich neben der für Weichgummi in gleichem Tempo. Zunächst handelte sich hier um
Platten, Stangen und Röhren, die als eine Art Neben diesen mehr oder minder großen Objekten stellte die Firma auch eine Anzahl kleinerer her, die man zum Teil als Kinkerlitzchen bezeichnen könnte. Nach Möglichkeit suchte sich dabei jedoch auf solche zu beschränken, die als Massenartikel fabriziert werden konnten. Dahin gehörten rote Bänder, wie sie zum Zusammenhalten von kleinen Paketen, Papierrollen, Brieftaschen und auch als Arm- oder Strumpfbänder gebraucht werden, ferner Radiergummi, Flaschenverschlüsse der verschiedensten Art, darunter die sogenannte „Blitzkorke“, besonders geeignet für angebrochene Flaschen mit kohlensauren Flüssigkeiten, wie Mineralwasser und Champagner, Stopfen für chemische Laboratorien, pneumatische Anhänger zum ansaugen auf glatten Flächen und viele andere. Tennisbälle
hier ist die Produktion im großen Ballsaal, hier wird also nicht getanzt, vielmehr werden Bälle hergestellt.
Elektrotechnik
Bei der Ausführung des Auftrages Wangerooge-Rotersand ereignete sich ein bemerkenswerter Zwischenfall. Bedingung für die Lieferung war, dass die ganze Länge von 12.000 m in einem Stück bearbeitet werde. Diese Ausführung bot an sich dem Werke keine Schwierigkeiten, wohl aber bereitete solche, da das Werk seiner örtlichen Lage wegen keinen unmittelbaren Eisenbahnanschluss hatte, die eigentliche Verfrachtung nach vor Ort. Man half sich dadurch, dass das Kabel auf zwei starke Kesselwagen verladen wurde. Diese wurden gekoppelt, eine Loco-Mobile (Straßenwalze) vorgespannt und dann dieser ganze Zug auf der Straße bis zu einem glücklicherweise nicht allzu weit entfernten alten, sonst nicht mehr benutzten Eisenbahngeleise befördert. Hier wurde das Kabel im freien Felde mittels einer provisorisch hergestellten elektrischen Einrichtung, die durch eine ebenfalls zu diesem Zweck improvisierte Leitung von der Fabrik aus gespeist wurde, auf eine auf einem Eisenbahnwagen lagernde Kabeltrommel aufgehaspelt. Die etwas umständliche Arbeit war in wenigen Stunden ohne Unfall getan und das Kabel konnte nach seinem Bestimmungsort abrollen.
Das Kabelwerk nahm schließlich einen
Flächenraum von ungefähr 20.000 m2 ein, wovon etwa zwei Drittel bebaut waren. Es
hatte 6 Dampfkessel mit zusammen 700 m2
Gleichzeitig war im Rahmen dieser
Erwägungen die Errichtung eines Filialwerkes an der deutschen Seeküste dringend
erforderlich erschienen, wie schon die Erfahrung mit dem Kabel
Wangerooge-Rotersand gelehrt hatte. Deshalb wurde zunächst die ganze Abteilung
Kabelwerk in ein selbstständiges Unternehmen unter der Firma „Land- und
Seekabelwerke A.-G.“ umgewandelt. Diese Gründung erfolgte mit 6 Millionen Mark
auf die Inhaber lautenden Aktien am 11. Mai 1898. Erster Vorsitzender des
Aufsichtsrates wurde Franz Clouth, der mit der Hälfte jenes Kapitals beteiligt
war. Gleich nach ihrer Gründung ging die
|
|
Senden Sie E-Mail
mit Fragen oder Kommentaren zu dieser Website an:
clouth@bigfoot.com
mit Fragen oder Kommentaren zu dieser Website.
|


























.jpg)
.jpg)











































 nachdem das Material einmal geschaffen und der Weg zu seiner Herstellung
gewiesen war, sich lebhaft damit beschäftigten, verbesserte Methoden der
Herstellung und Verbesserung des Materials selbst suchten und auch fanden, war
bei dem großen Interesse, dass die Kautschukindustrie dem Produkt sofort
entgegenbrachte, ganz selbstverständlich.
nachdem das Material einmal geschaffen und der Weg zu seiner Herstellung
gewiesen war, sich lebhaft damit beschäftigten, verbesserte Methoden der
Herstellung und Verbesserung des Materials selbst suchten und auch fanden, war
bei dem großen Interesse, dass die Kautschukindustrie dem Produkt sofort
entgegenbrachte, ganz selbstverständlich.
 Die
Erkenntnis über die nützlichen Eigentümlichkeiten der Gutta-Percha, die man
zuerst als Nachteil und Fehler betrachtet hatte, war aber gerade im richtigen
Zeitpunkt erfolgt. Die Entdeckung erfolgte gerade in dem Augenblick, als die
dynamische Elektrizität anfing, eine Rolle zu spielen. Man merkte sehr bald,
dass Gutta-Percha isoliert, ferner dass sie in Wasser und besser in Salzwasser
unveränderlich ist. Dadurch kann man auf den Gedanken, sich ihrer als
Umhüllungsmaterial bei der Fabrikation von Telegrafenkabeln zu bedienen. Der
Ruhm, zuerst mit Gutta-Percha isolierte Telegrafenleitungen hergestellt zu
haben, gebührt dem Deutschen Werner Siemens, er im Jahre 1847 eine solche auf
dem Planung der Anhaltlichen Eisenbahn verlegte. Der Engländer Weatstone, der
schon 1837 daran dachte, England telegrafisch mit dem Kontinent zu verbinden,
hatte die Gutta-Percha zwar auch schon als geeignetes Material zur Herstellung
unterseeischer Kabel erkannt. Seine Idee wurde jedoch erst durch Walter Breit
verwirklicht, der am 10. Januar 1849 zu Folkstone das erste 2 Meilen lange
unterseeische, mit Gutta-Percha isolierte Kabel legte. Inzwischen hatte man sich
der Gutta-Percha auch zur Herstellung besonders scharf ausgeprägter Formen
bedient und zwar solcher, wie sie die Galvanoplastikverlangt. Der Widerstand des
Materials gegen Säuren führte zur Fabrikation von Rezipienten, Trichtern und
Röhren, die in chemischen Fabriken, fotografischen und anderen Laboratorien
allgemein eingeführt wurden. Die Medizin endlich fand in der Gutta-Percha ein
äußerst schützenswertes Material zur Herstellung einer großen Anzahl
chirurgischer Apparate. Es ist also bloß in der Anwendung der Gutta-Percha mit
der Zeit eine Änderung eingetreten.
Die
Erkenntnis über die nützlichen Eigentümlichkeiten der Gutta-Percha, die man
zuerst als Nachteil und Fehler betrachtet hatte, war aber gerade im richtigen
Zeitpunkt erfolgt. Die Entdeckung erfolgte gerade in dem Augenblick, als die
dynamische Elektrizität anfing, eine Rolle zu spielen. Man merkte sehr bald,
dass Gutta-Percha isoliert, ferner dass sie in Wasser und besser in Salzwasser
unveränderlich ist. Dadurch kann man auf den Gedanken, sich ihrer als
Umhüllungsmaterial bei der Fabrikation von Telegrafenkabeln zu bedienen. Der
Ruhm, zuerst mit Gutta-Percha isolierte Telegrafenleitungen hergestellt zu
haben, gebührt dem Deutschen Werner Siemens, er im Jahre 1847 eine solche auf
dem Planung der Anhaltlichen Eisenbahn verlegte. Der Engländer Weatstone, der
schon 1837 daran dachte, England telegrafisch mit dem Kontinent zu verbinden,
hatte die Gutta-Percha zwar auch schon als geeignetes Material zur Herstellung
unterseeischer Kabel erkannt. Seine Idee wurde jedoch erst durch Walter Breit
verwirklicht, der am 10. Januar 1849 zu Folkstone das erste 2 Meilen lange
unterseeische, mit Gutta-Percha isolierte Kabel legte. Inzwischen hatte man sich
der Gutta-Percha auch zur Herstellung besonders scharf ausgeprägter Formen
bedient und zwar solcher, wie sie die Galvanoplastikverlangt. Der Widerstand des
Materials gegen Säuren führte zur Fabrikation von Rezipienten, Trichtern und
Röhren, die in chemischen Fabriken, fotografischen und anderen Laboratorien
allgemein eingeführt wurden. Die Medizin endlich fand in der Gutta-Percha ein
äußerst schützenswertes Material zur Herstellung einer großen Anzahl
chirurgischer Apparate. Es ist also bloß in der Anwendung der Gutta-Percha mit
der Zeit eine Änderung eingetreten.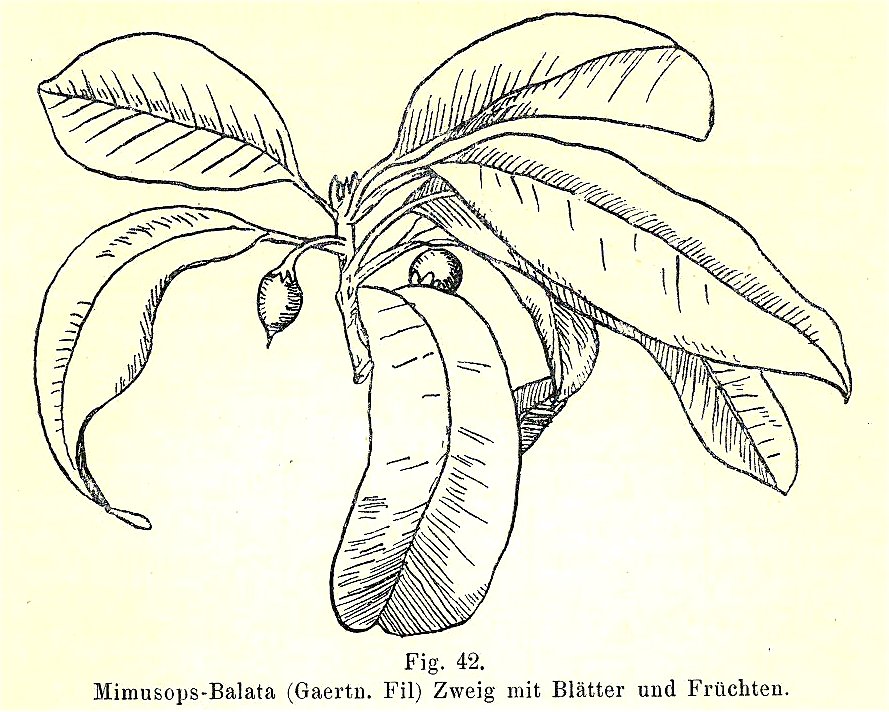
 Zuerst
bekannt wurde die Balata um 1857, als es erste veröffentlichte Aufsätze und
Mitteilungen gab. Ein Professor Bleekrode bezeichnete die Balata
damalsAlsSurinam-Gutta-Percha und kam zu dem Schluss, dass sie ein Produkt sei,
welches mit dem aus der Isonandra gutta gewonnenen identisch sei.
Zuerst
bekannt wurde die Balata um 1857, als es erste veröffentlichte Aufsätze und
Mitteilungen gab. Ein Professor Bleekrode bezeichnete die Balata
damalsAlsSurinam-Gutta-Percha und kam zu dem Schluss, dass sie ein Produkt sei,
welches mit dem aus der Isonandra gutta gewonnenen identisch sei. fast ausschließlich der Gattung der
fast ausschließlich der Gattung der





















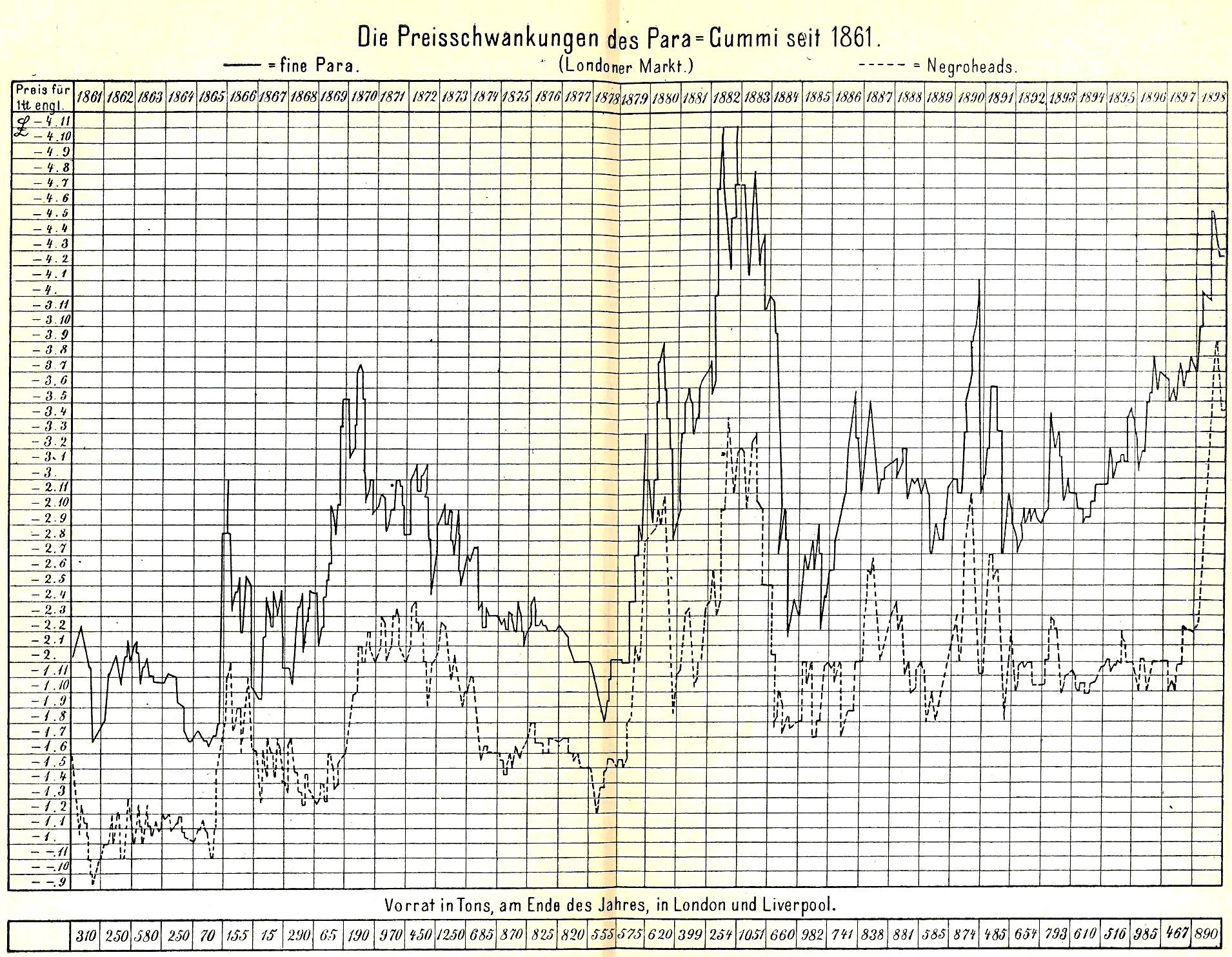
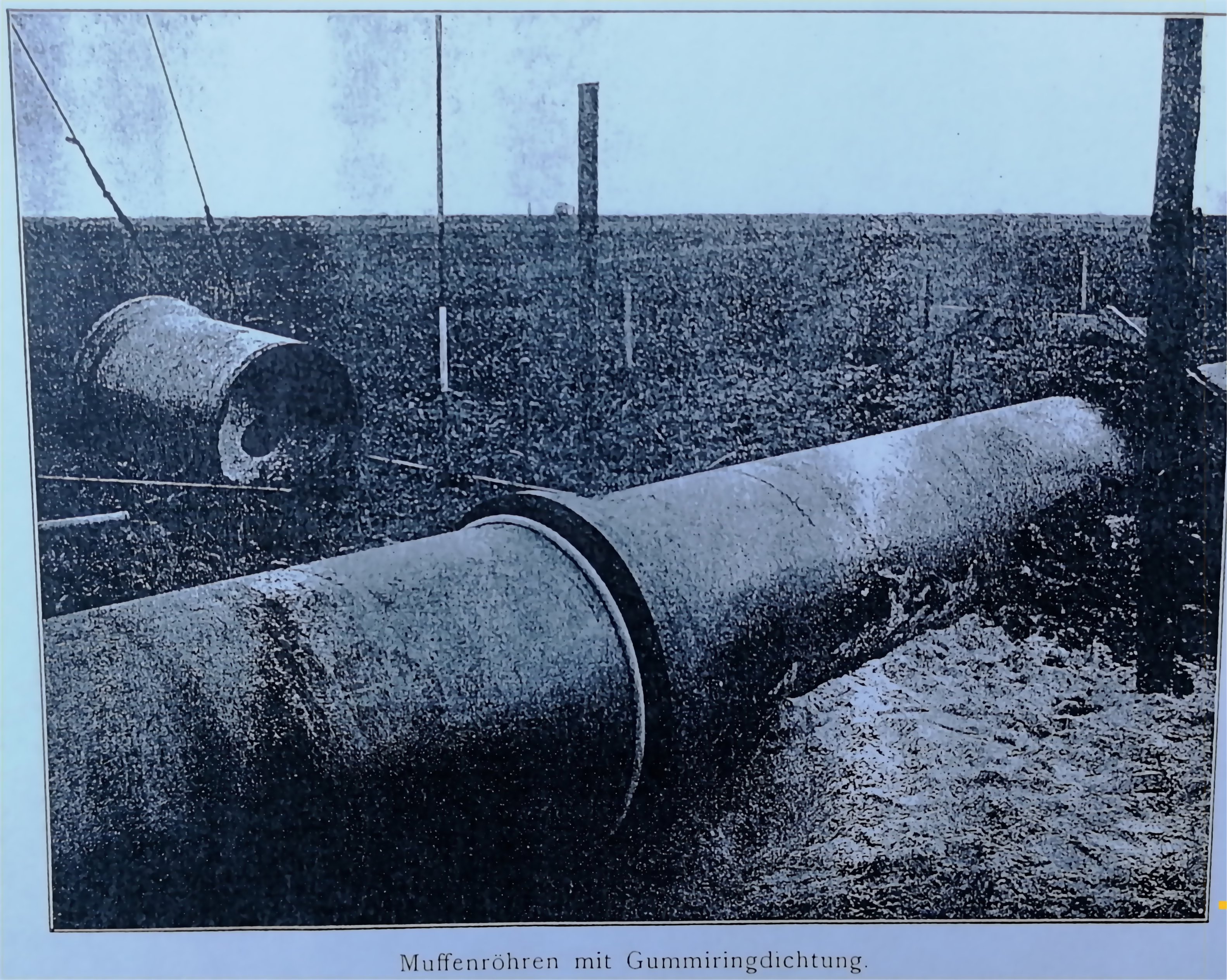 werden. Da diese Abdichtungen auf eine sehr lange Dauer berechnet sind (50-60
Jahre und noch länger) wurde dafür nur das allerbeste "Fine Para-Gummi"
verwendet, was natürlich nicht billig war, sodass die für längere Leitungen bei
oft 500-1000 mm lichter Weite der Röhren erforderlichen Ringe , wie sie die
Firma für Städte Breslau, Hamburg, Leipzig, Recklinghausen und viele andere
lieferte, namhafte Objekte darstellten. Um die Einführung und Verwendung dieser
Art Ringe hatte sich besonders der verstorbene Baurat A. Thiem in Leipzig
verdient gemacht. Erwähnenswert sei auch, dass er gelegentlich im Jahre 1907 der
Firma über die Erfahrungen schrieb die er mit diesen Ringen gemacht hatte. „Es
wird sie eine Erfahrung interessieren“ schrieb er, „die wir an einigen
von ihnen im Jahre 1897 für das Wasserwerk Öls in Schlesien gelieferten und für
den Zusammenbau der Rohrbrunnen verwendeten Gummiringe gemacht haben. zur
Reinigung mussten im Juni des Jahres die Rohrbrunnen in ihren oberen Teile
auseinandergenommen werden. Hierbei zeigte sich an den Gummiringen die
Eigentümlichkeit, dass sie zwar noch ausgezeichnet abgedichteten, dass sie aber
wegen ihrer Deformation sich nicht herausholen ließen und auch nach ihrer
Herausnahme ihre Deformation beibehielten. Irgendwelche Elastizität schien sie
überhaupt nicht mehr zu besitzen, da sie sich hart wie Leder anfühlen. Eine
Wiederverwendung der Ringe hielten wir für ausgeschlossen und bestellten daher
für den Wiederzusammenbau der Rohrbrunnen neue Gummiringe. Aber nach einigen
wenigen Tagen bemerkten wir, dass die Deformation plötzlich fast ganz
verschwunden war und dass sie ihre frühere Elastizität wieder vollkommen
erhalten hatte, sodass wir keinerlei Probleme hatten, sie wieder zu verwenden“
werden. Da diese Abdichtungen auf eine sehr lange Dauer berechnet sind (50-60
Jahre und noch länger) wurde dafür nur das allerbeste "Fine Para-Gummi"
verwendet, was natürlich nicht billig war, sodass die für längere Leitungen bei
oft 500-1000 mm lichter Weite der Röhren erforderlichen Ringe , wie sie die
Firma für Städte Breslau, Hamburg, Leipzig, Recklinghausen und viele andere
lieferte, namhafte Objekte darstellten. Um die Einführung und Verwendung dieser
Art Ringe hatte sich besonders der verstorbene Baurat A. Thiem in Leipzig
verdient gemacht. Erwähnenswert sei auch, dass er gelegentlich im Jahre 1907 der
Firma über die Erfahrungen schrieb die er mit diesen Ringen gemacht hatte. „Es
wird sie eine Erfahrung interessieren“ schrieb er, „die wir an einigen
von ihnen im Jahre 1897 für das Wasserwerk Öls in Schlesien gelieferten und für
den Zusammenbau der Rohrbrunnen verwendeten Gummiringe gemacht haben. zur
Reinigung mussten im Juni des Jahres die Rohrbrunnen in ihren oberen Teile
auseinandergenommen werden. Hierbei zeigte sich an den Gummiringen die
Eigentümlichkeit, dass sie zwar noch ausgezeichnet abgedichteten, dass sie aber
wegen ihrer Deformation sich nicht herausholen ließen und auch nach ihrer
Herausnahme ihre Deformation beibehielten. Irgendwelche Elastizität schien sie
überhaupt nicht mehr zu besitzen, da sie sich hart wie Leder anfühlen. Eine
Wiederverwendung der Ringe hielten wir für ausgeschlossen und bestellten daher
für den Wiederzusammenbau der Rohrbrunnen neue Gummiringe. Aber nach einigen
wenigen Tagen bemerkten wir, dass die Deformation plötzlich fast ganz
verschwunden war und dass sie ihre frühere Elastizität wieder vollkommen
erhalten hatte, sodass wir keinerlei Probleme hatten, sie wieder zu verwenden“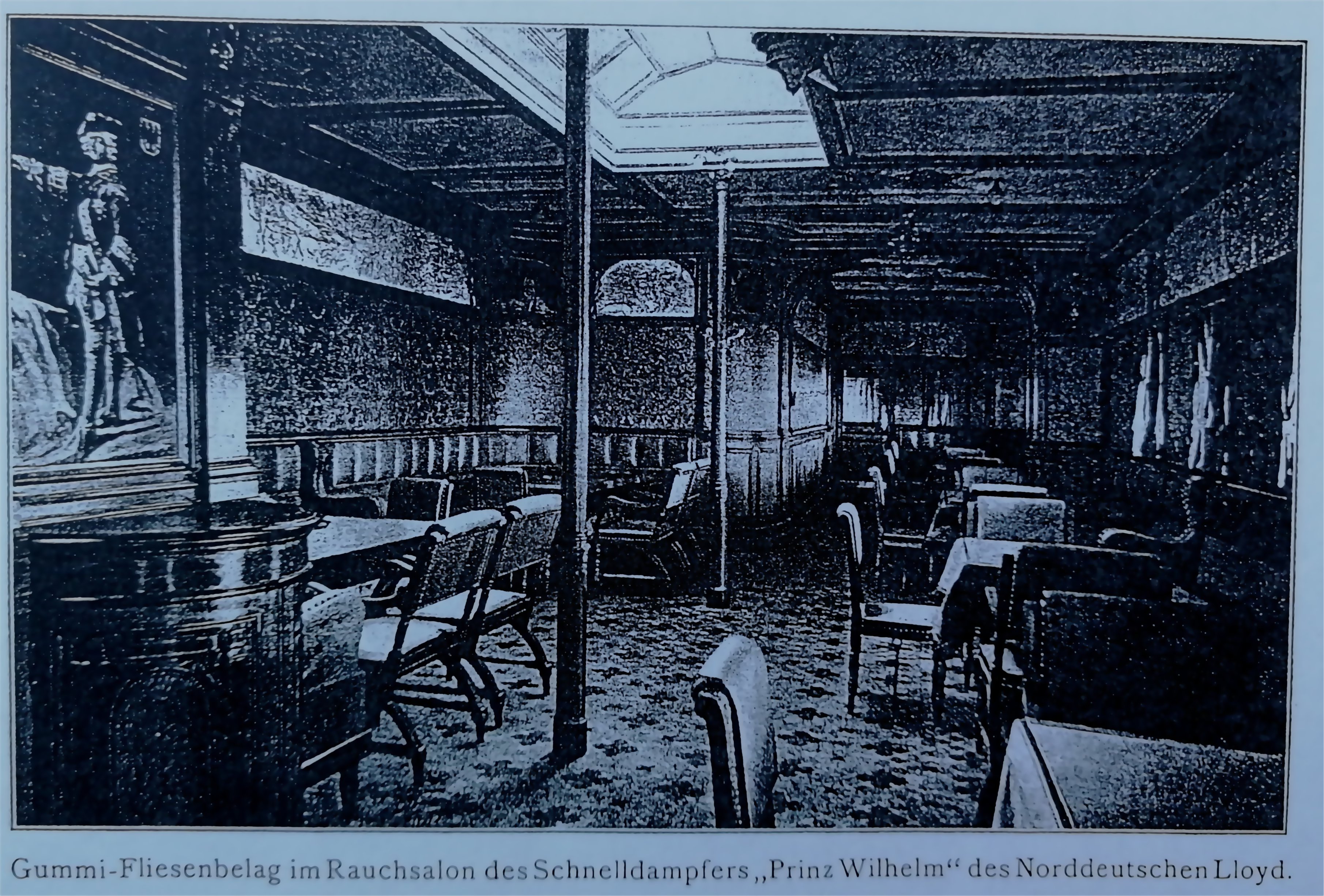 Außer
den bekannten, entweder in Formen gepressten oder aus Platten gestanzten Matten
und Läufern stellte die Fabrik auch eine Art von Fußbodenbelägen her, die aus
kleinen Teilen (Fliesen) mosaikartig zusammengesetzt wurden. Diese Fliesen
konnten in vielen verschiedenen Farben, rot, weiß, schwarz, blau, gelb, grau und
in allen denkbaren Abstufungen der Töne gemacht werden und boten, in schönen
Mustern zusammengesetzt, einen Bodenbelag, dessen Farbenpracht dem schönsten
Mosaikplattenbelag gleichkam. Infolge ihrer elastischen Eigenschaft, die einer
beweglichen Unterlage nachzugeben vermochten, und mehr noch wegen ihrer
Adhäsionsfähigkeit, die ein Ausgleiten für Personen nahezu unmöglich machte,
eigneten sich diese Beläge besonders für Schiffsböden. Auch in eleganten
Eisenbahnwagen fanden sie Verwendung. Das schloss nicht aus, dass sie auch auf
starrer Unterlage, in viel begangenen Korridoren, in Badezimmern usw. ebenfalls
Verwendung fanden. Die Formate mit solchen Fliesenbelägen erlaubten unter
anderem größere Ausführungen wie in Rauchsalons und Vorplätze mehrere
transatlantische Luxusdampfer, sowie Gänge in Schlaf- und Speisewagen von
Luxus-Eisenbahnzügen ausgestattet.
Außer
den bekannten, entweder in Formen gepressten oder aus Platten gestanzten Matten
und Läufern stellte die Fabrik auch eine Art von Fußbodenbelägen her, die aus
kleinen Teilen (Fliesen) mosaikartig zusammengesetzt wurden. Diese Fliesen
konnten in vielen verschiedenen Farben, rot, weiß, schwarz, blau, gelb, grau und
in allen denkbaren Abstufungen der Töne gemacht werden und boten, in schönen
Mustern zusammengesetzt, einen Bodenbelag, dessen Farbenpracht dem schönsten
Mosaikplattenbelag gleichkam. Infolge ihrer elastischen Eigenschaft, die einer
beweglichen Unterlage nachzugeben vermochten, und mehr noch wegen ihrer
Adhäsionsfähigkeit, die ein Ausgleiten für Personen nahezu unmöglich machte,
eigneten sich diese Beläge besonders für Schiffsböden. Auch in eleganten
Eisenbahnwagen fanden sie Verwendung. Das schloss nicht aus, dass sie auch auf
starrer Unterlage, in viel begangenen Korridoren, in Badezimmern usw. ebenfalls
Verwendung fanden. Die Formate mit solchen Fliesenbelägen erlaubten unter
anderem größere Ausführungen wie in Rauchsalons und Vorplätze mehrere
transatlantische Luxusdampfer, sowie Gänge in Schlaf- und Speisewagen von
Luxus-Eisenbahnzügen ausgestattet.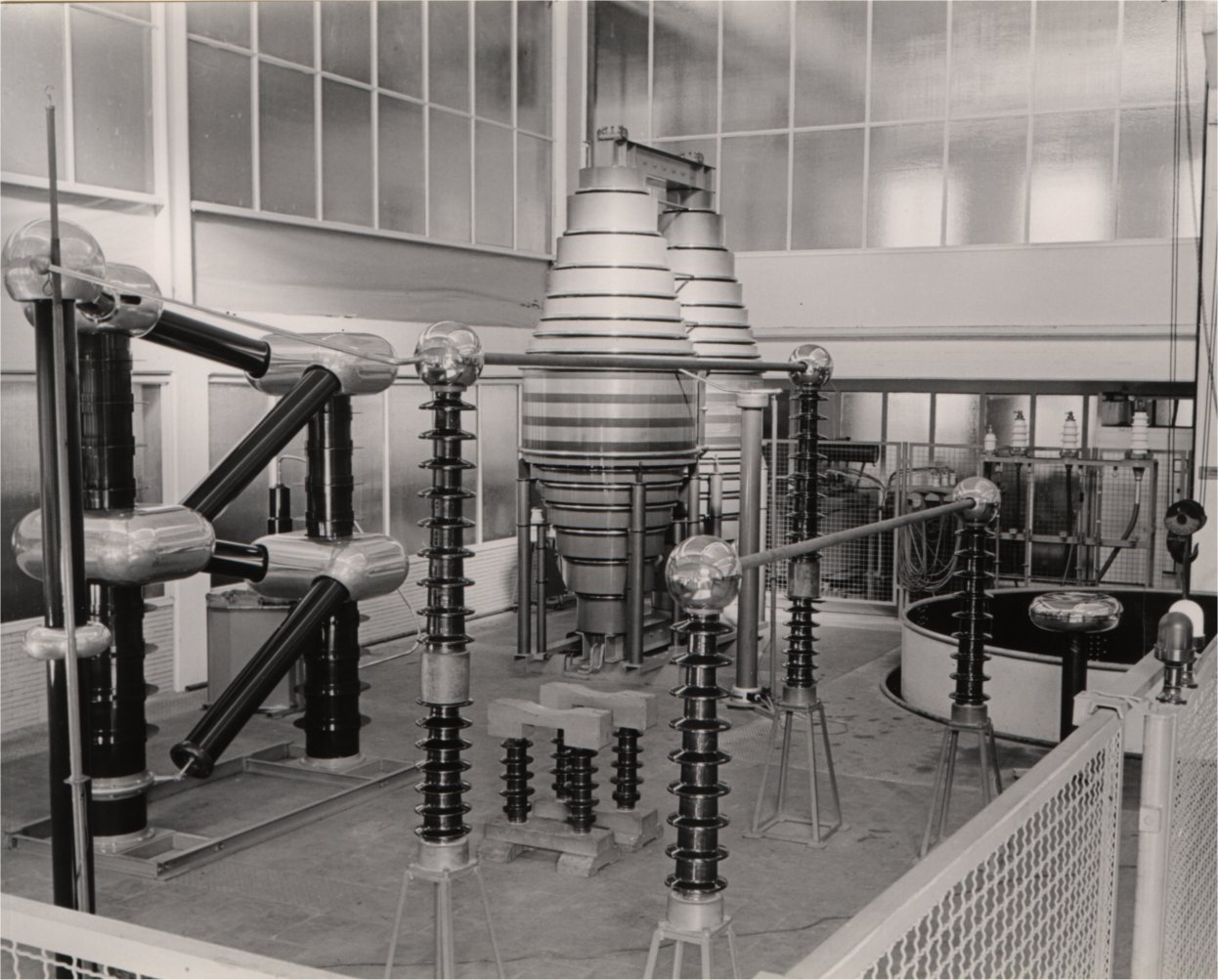 Rohware verkauft und von zweiter oder dritter Hand weiterverarbeitet wurden.
Wichtiger wurden aber die von der Fabrik selbst hergestellten Objekte. Primär
sind der zeitlichen Entwicklung nach zunächst die Pumpen aus Hartgummi zu
nennen, die, weil sie von Säuren nicht angegriffen wurden, in chemischen
Fabriken Verwendung fanden und nach wie vor finden. Diese Pumpen wurden sowohl
für Hand- wie für Maschinenbetrieb geliefert. Auch vollständige Rohrnetze aus
Hartgummi mit allen Krümmungen und Abzweigungen und mit einfachen Durchlauf-
oder 2- und Dreiweghähnen, wie sie ebenfalls im chemischen Fabriken gebraucht
wurden und werden, lieferte das Werk nach mitgeteilten Lageplänen und ließ die
Leitungen häufig durch eigene Monteure an Ort und Stelle verlegen. In dieselbe
Abteilung fiel auch das bekleiden der Wände von Zentrifugen, Bassins, Montejus
und Röhren mit Hartgummi, um sie gegen Säure zu schützen. Die Fabrik besaß
dazu Einrichtungen, um auch die größeren Kaliber dieser Art behandeln zu können.
auch Schiffswellen wurden von ihr mit Hartgummi umkleidet, um diese gegen die
Einwirkung des Seewassers besser zu sichern. Die Hartgummiverkleidung der
Wände in den Akkumulatorenräumen in Unterseebooten gehörten hier ebenfalls zu,
Rohware verkauft und von zweiter oder dritter Hand weiterverarbeitet wurden.
Wichtiger wurden aber die von der Fabrik selbst hergestellten Objekte. Primär
sind der zeitlichen Entwicklung nach zunächst die Pumpen aus Hartgummi zu
nennen, die, weil sie von Säuren nicht angegriffen wurden, in chemischen
Fabriken Verwendung fanden und nach wie vor finden. Diese Pumpen wurden sowohl
für Hand- wie für Maschinenbetrieb geliefert. Auch vollständige Rohrnetze aus
Hartgummi mit allen Krümmungen und Abzweigungen und mit einfachen Durchlauf-
oder 2- und Dreiweghähnen, wie sie ebenfalls im chemischen Fabriken gebraucht
wurden und werden, lieferte das Werk nach mitgeteilten Lageplänen und ließ die
Leitungen häufig durch eigene Monteure an Ort und Stelle verlegen. In dieselbe
Abteilung fiel auch das bekleiden der Wände von Zentrifugen, Bassins, Montejus
und Röhren mit Hartgummi, um sie gegen Säure zu schützen. Die Fabrik besaß
dazu Einrichtungen, um auch die größeren Kaliber dieser Art behandeln zu können.
auch Schiffswellen wurden von ihr mit Hartgummi umkleidet, um diese gegen die
Einwirkung des Seewassers besser zu sichern. Die Hartgummiverkleidung der
Wände in den Akkumulatorenräumen in Unterseebooten gehörten hier ebenfalls zu,
 ebenfalls
alle übrig vielseitigen Hartgummimaterialien für die Zwecke der Elektrizität:
Akkumulatorenkästen, perforierte Platten, Isoliermaterialien und fassonierte
Stücke verschiedenster Art.
ebenfalls
alle übrig vielseitigen Hartgummimaterialien für die Zwecke der Elektrizität:
Akkumulatorenkästen, perforierte Platten, Isoliermaterialien und fassonierte
Stücke verschiedenster Art.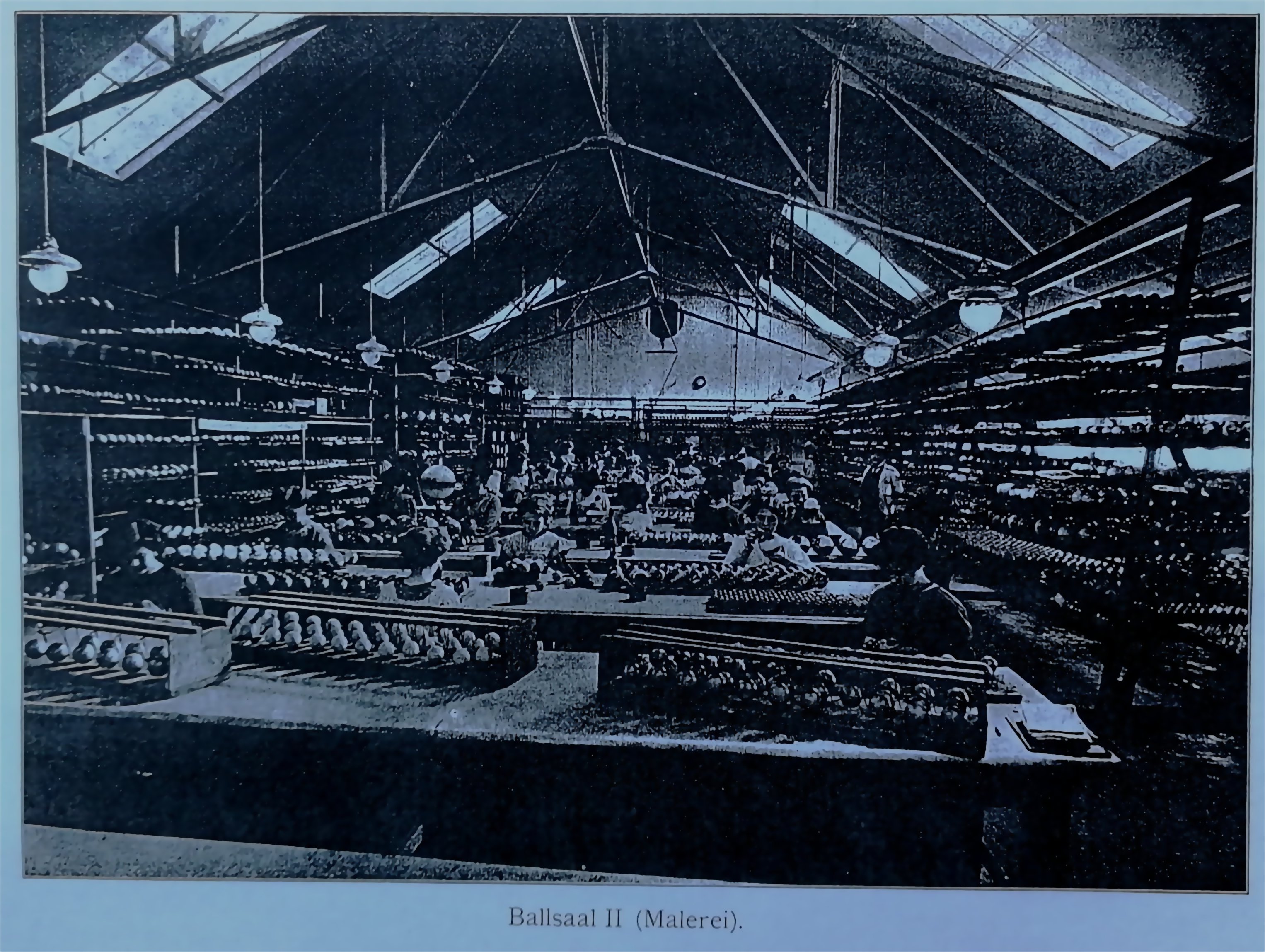 Tennisbälle
hat die Firma schon seit vielen Jahren hergestellt. Als jüngster Zweig ihre
Fabrikation nahm sie dazu im Jahre 1907 die von Gummi-Spielwellen überhaupt auf
und zwar sowohl von grauen wie von buntbemalten. Zuerst stand die Fabrik mit
diesem Artikel dem deutschen Gummiball-Syndikat als Außenseiter gegenüber; im
Jahre 1911 ist ihm jedoch mit einer namhaften Beteiligungsziffer beigetreten.
Tennisbälle
hat die Firma schon seit vielen Jahren hergestellt. Als jüngster Zweig ihre
Fabrikation nahm sie dazu im Jahre 1907 die von Gummi-Spielwellen überhaupt auf
und zwar sowohl von grauen wie von buntbemalten. Zuerst stand die Fabrik mit
diesem Artikel dem deutschen Gummiball-Syndikat als Außenseiter gegenüber; im
Jahre 1911 ist ihm jedoch mit einer namhaften Beteiligungsziffer beigetreten.

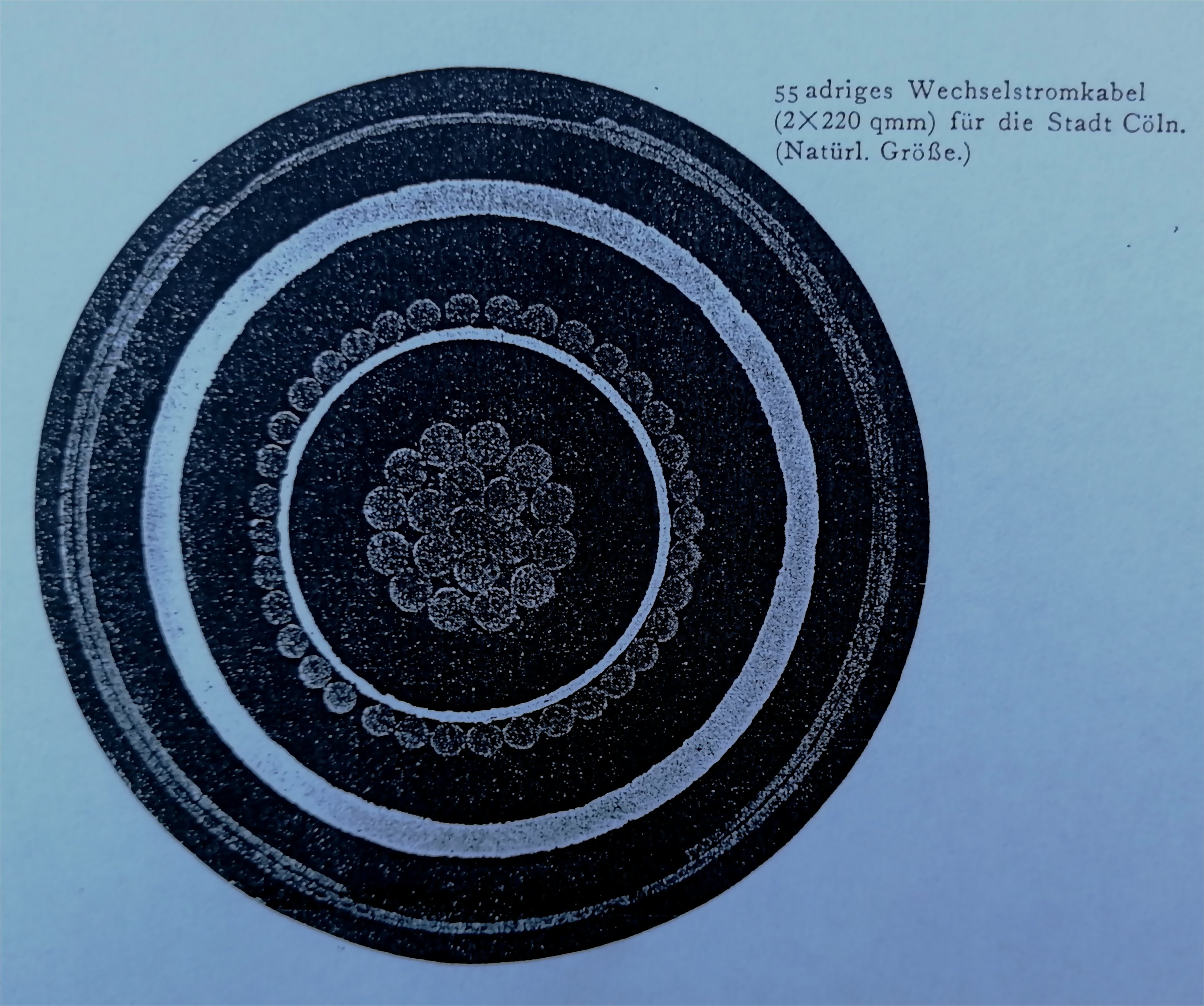
 Einige
von der Firma ausgeführten Aufträge verdienen dem Gedächtnis erhalten zu bleiben.
So das vollständige Kabelnetz zur Beleuchtung des Kaiser Wilhelm (Nord-Ostsee)
Kanals; es erhielt ein verteiltes Hochspannungskabel für eine Betriebsspannung
von 7.500 V. Dann das Kabelnetz zur Beleuchtung der Hafenanlagen in Bremerhaven
und ein Tiefseekabel von Wangerooge nach dem Leuchtturm Rotersand, beide
ebenfalls versammelte Hochspannungskabel, jenes für 2.200 V, dieses für 2.100 V
Betriebsspannung. Auch die Stadtbeleuchtungen von München (5.000 V) und Bern
(3.000 V) erhielten Teilstrecken von Kabeln gleicher Art. Mit konzentrischer
Hochspannung wurde das ganze Beleuchtungsnetz der Stadt Kaiserslautern (2.200 V)
verlegt und größere Teilstrecken dieser Art erhielten die Städte Cöln (bis Ende
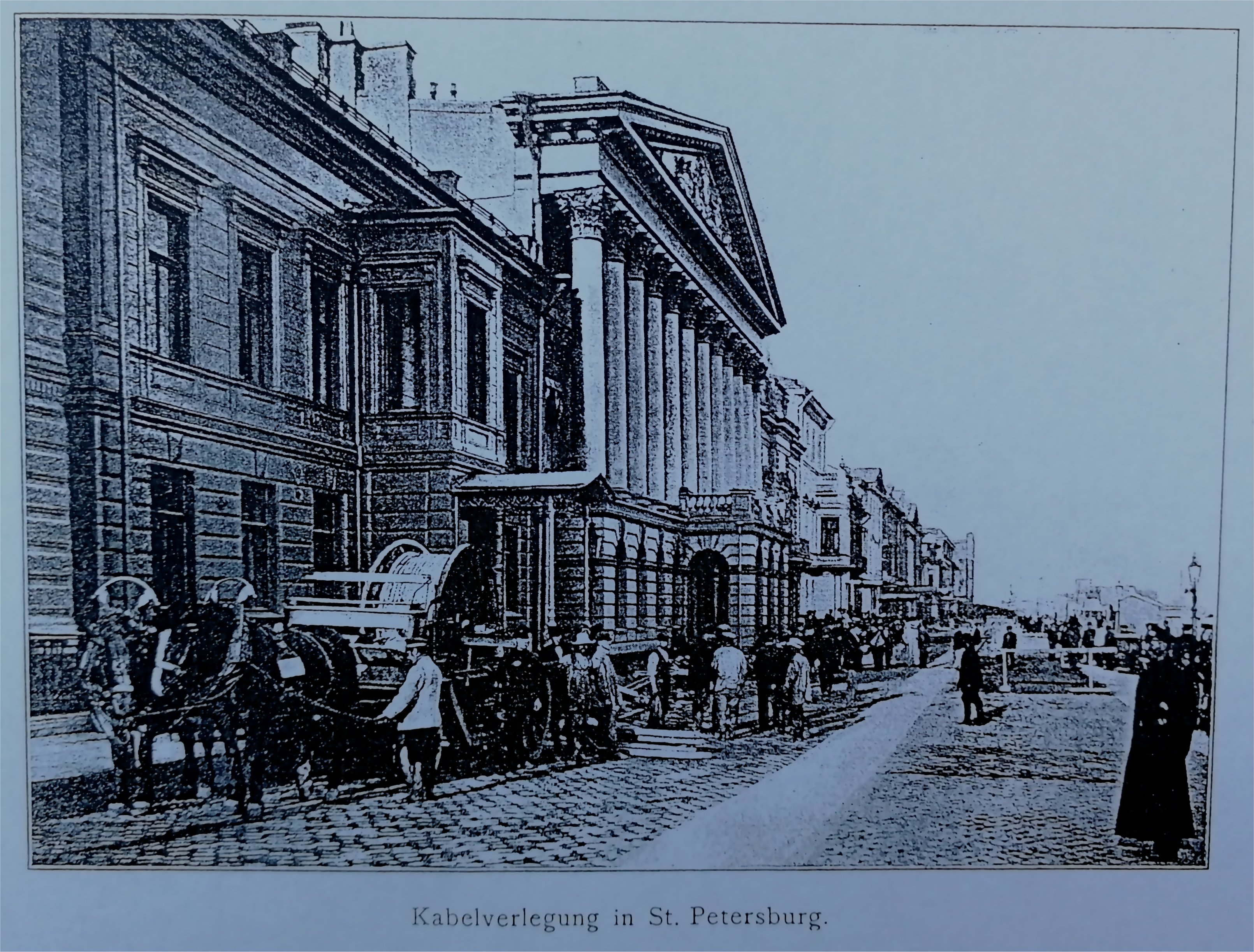
1898 rund 25.000 m Länge), Dresden, Amsterdam und St. Petersburg (alle für 2.200
V). An Gleichstromkabeln wurden größere Teile oder ganze Netze geliefert
für Othmarchen (250 V), Homburg von der Höhe (250 V) und Rotterdam (500 V).
Bei mehreren dieser Lieferungen wurde von der Firma auch die Verlegung der Kabel
im Boden ausgeführt.
Einige
von der Firma ausgeführten Aufträge verdienen dem Gedächtnis erhalten zu bleiben.
So das vollständige Kabelnetz zur Beleuchtung des Kaiser Wilhelm (Nord-Ostsee)
Kanals; es erhielt ein verteiltes Hochspannungskabel für eine Betriebsspannung
von 7.500 V. Dann das Kabelnetz zur Beleuchtung der Hafenanlagen in Bremerhaven
und ein Tiefseekabel von Wangerooge nach dem Leuchtturm Rotersand, beide
ebenfalls versammelte Hochspannungskabel, jenes für 2.200 V, dieses für 2.100 V
Betriebsspannung. Auch die Stadtbeleuchtungen von München (5.000 V) und Bern
(3.000 V) erhielten Teilstrecken von Kabeln gleicher Art. Mit konzentrischer
Hochspannung wurde das ganze Beleuchtungsnetz der Stadt Kaiserslautern (2.200 V)
verlegt und größere Teilstrecken dieser Art erhielten die Städte Cöln (bis Ende
1898 rund 25.000 m Länge), Dresden, Amsterdam und St. Petersburg (alle für 2.200
V). An Gleichstromkabeln wurden größere Teile oder ganze Netze geliefert
für Othmarchen (250 V), Homburg von der Höhe (250 V) und Rotterdam (500 V).
Bei mehreren dieser Lieferungen wurde von der Firma auch die Verlegung der Kabel
im Boden ausgeführt.  Heizfläche, 5 Dampfmaschinen mit zusammen 500 PK, mehrere Elektromotoren und
beschäftigte ungefähr 600 Arbeiter. Diese große Ausdehnung ließ es wünschenswert
erscheinen, die bis dahin mit der Gummiwarenfabrik gemeinsame Verwaltung
unabhängig von dieser zu gestalten. Ein wesentlicher Beweggrund war auch die
Absicht, die Herstellung von Seekabeln in den Bereich der Fabrikation zu ziehen,
da die wirtschaftliche, namentlich die kolonialpolitische Entwicklung
Deutschlands darauf schließen ließ, dass sie in absehbarer Zeit auf dem Gebiete
der transatlantischen Kabelverbindungen in Wettbewerb mit England würde treten
müssen. wichtig erschien es auch offenbar, Haftungsfragen im Rahmen von
Filmproduktionen und Regressansprüchen von der ursprünglichen Firma
fernzuhalten, da insbesondere bei den atlantischen Seekabeln mit riesigen
Schäden zu rechnen war. Es galt zu vermeiden, dass in Form von Regressansprüchen
entstehende Gefahren für die Ursprungs Firma ausgeschlossen werden konnten,
weshalb eine neue selbstständige Firma geschaffen wurde.
Heizfläche, 5 Dampfmaschinen mit zusammen 500 PK, mehrere Elektromotoren und
beschäftigte ungefähr 600 Arbeiter. Diese große Ausdehnung ließ es wünschenswert
erscheinen, die bis dahin mit der Gummiwarenfabrik gemeinsame Verwaltung
unabhängig von dieser zu gestalten. Ein wesentlicher Beweggrund war auch die
Absicht, die Herstellung von Seekabeln in den Bereich der Fabrikation zu ziehen,
da die wirtschaftliche, namentlich die kolonialpolitische Entwicklung
Deutschlands darauf schließen ließ, dass sie in absehbarer Zeit auf dem Gebiete
der transatlantischen Kabelverbindungen in Wettbewerb mit England würde treten
müssen. wichtig erschien es auch offenbar, Haftungsfragen im Rahmen von
Filmproduktionen und Regressansprüchen von der ursprünglichen Firma
fernzuhalten, da insbesondere bei den atlantischen Seekabeln mit riesigen
Schäden zu rechnen war. Es galt zu vermeiden, dass in Form von Regressansprüchen
entstehende Gefahren für die Ursprungs Firma ausgeschlossen werden konnten,
weshalb eine neue selbstständige Firma geschaffen wurde.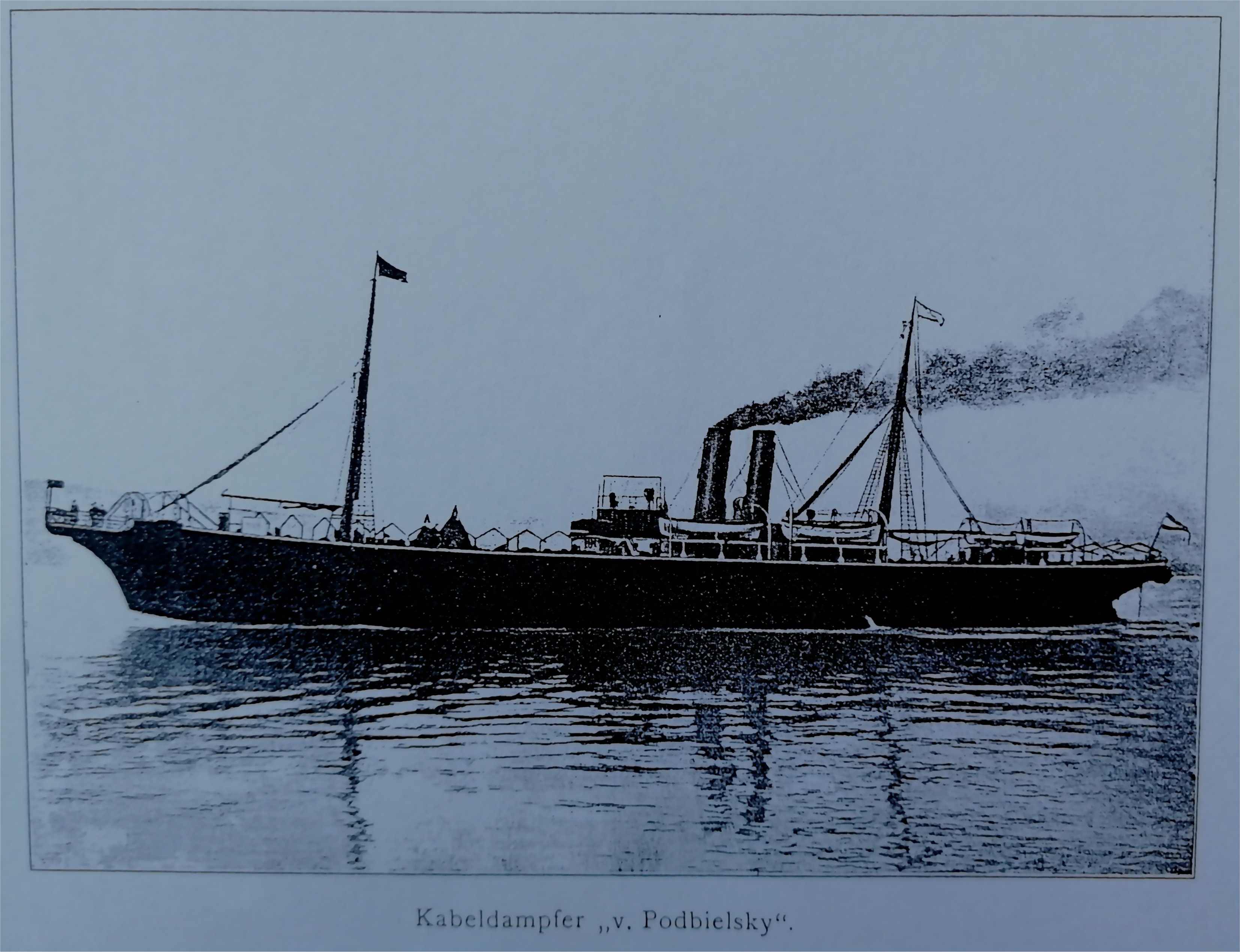 junge
Aktiengesellschaft an die Errichtung des als notwendig erkannten Filialwerkes an
der Küste und erwarb zu diesem Zwecke ein geeignetes Gelände bei Nordenham an
der Wesermündung auf oldenburgischem Gebiet. Es erwies sich aber, dass eine
andere Firma die gleiche Absicht verfolgte und dafür ein Gelände bei Emden
suchte. Durch eine vernünftige Vereinbarung, bei der auch das Reichspostamt
anregend mitwirkte, einigte man sich schließlich dahin, dass die Errichtung
einer Seekabelfabrik in Emden unterblieb und dass dafür das Werk in Nordenham
nicht als eine Filiale der Land-und Seekabel A.-G. in Nippes, sondern als eine
selbstständige Aktiengesellschaft unter der Firma „Norddeutsche Seekabelwerke
AG" errichtet wurde. In den Aufsichtsrat dieser Gesellschaft traten mit Franz
Clouth auch die Inhaber der Firma Felten & Guillaume ein. Der erste
Seekabeldampfer dieser neuen Gesellschaft, -nebenbei bemerkt, der
erste Deutsche überhaupt- war noch von der Firma Franz Clouth in Auftrag
gegeben worden, wurde aber bei seiner Fertigstellung durch Übertragung an das
Nordenham Mauerwerk abgeliefert. Weil keine der damals sehr stark beschäftigten
deutschen Schiffswerften imstande war, die vorgeschriebene kurze Lieferzeit
anzunehmen, musste er leider auf einer ausländischen verbaut werden. Er wurde
nach dem damaligen Staatssekretär des Reichspostamtes "von Podbielsky" benannt.
Mit diesem Dampfer wurde im Jahre 1900 das erste deutsche transatlantische
Seekabel von dem Sinn über die Azoren nach New York ausgelegt. Der zweite für
das Nordenham Mauerwerk erstellte Kabeldampfer, nach dem früheren
Generalspostmeister "Stephan" benannt, wurde, was hier auch erwähnt werden
sollte, von einer deutschen Werft zwar von der Stettiner
Maschinenbau-Aktien-Gesellschaft VULKAN in Stettin-Bredow, erbaut. der
Zeitabschnitt der späteren Kabelfabrikation und der Gründung der beiden
Aktiengesellschaften sollte dann künftig nur noch in geschichtlichen
Zusammenhang Bedeutung haben. Als einer der wichtigen Clouth-Epoche und zur
Beurteilung ihrer Bedeutung sowohl, wie besonders der Persönlichkeit Franz
Clouths, war es notwendig, ihrer hier ausführlicher zu gedenken, zumal die
Firma Land & Seefür normale Kabelproduktionen weiterhin in Cöln/Köln verblieb.
junge
Aktiengesellschaft an die Errichtung des als notwendig erkannten Filialwerkes an
der Küste und erwarb zu diesem Zwecke ein geeignetes Gelände bei Nordenham an
der Wesermündung auf oldenburgischem Gebiet. Es erwies sich aber, dass eine
andere Firma die gleiche Absicht verfolgte und dafür ein Gelände bei Emden
suchte. Durch eine vernünftige Vereinbarung, bei der auch das Reichspostamt
anregend mitwirkte, einigte man sich schließlich dahin, dass die Errichtung
einer Seekabelfabrik in Emden unterblieb und dass dafür das Werk in Nordenham
nicht als eine Filiale der Land-und Seekabel A.-G. in Nippes, sondern als eine
selbstständige Aktiengesellschaft unter der Firma „Norddeutsche Seekabelwerke
AG" errichtet wurde. In den Aufsichtsrat dieser Gesellschaft traten mit Franz
Clouth auch die Inhaber der Firma Felten & Guillaume ein. Der erste
Seekabeldampfer dieser neuen Gesellschaft, -nebenbei bemerkt, der
erste Deutsche überhaupt- war noch von der Firma Franz Clouth in Auftrag
gegeben worden, wurde aber bei seiner Fertigstellung durch Übertragung an das
Nordenham Mauerwerk abgeliefert. Weil keine der damals sehr stark beschäftigten
deutschen Schiffswerften imstande war, die vorgeschriebene kurze Lieferzeit
anzunehmen, musste er leider auf einer ausländischen verbaut werden. Er wurde
nach dem damaligen Staatssekretär des Reichspostamtes "von Podbielsky" benannt.
Mit diesem Dampfer wurde im Jahre 1900 das erste deutsche transatlantische
Seekabel von dem Sinn über die Azoren nach New York ausgelegt. Der zweite für
das Nordenham Mauerwerk erstellte Kabeldampfer, nach dem früheren
Generalspostmeister "Stephan" benannt, wurde, was hier auch erwähnt werden
sollte, von einer deutschen Werft zwar von der Stettiner
Maschinenbau-Aktien-Gesellschaft VULKAN in Stettin-Bredow, erbaut. der
Zeitabschnitt der späteren Kabelfabrikation und der Gründung der beiden
Aktiengesellschaften sollte dann künftig nur noch in geschichtlichen
Zusammenhang Bedeutung haben. Als einer der wichtigen Clouth-Epoche und zur
Beurteilung ihrer Bedeutung sowohl, wie besonders der Persönlichkeit Franz
Clouths, war es notwendig, ihrer hier ausführlicher zu gedenken, zumal die
Firma Land & Seefür normale Kabelproduktionen weiterhin in Cöln/Köln verblieb.